Цилиндрурия – это лабораторный синдром, характеризующийся обнаружением в моче цилиндров. Цилиндры являются белковыми образованиями, которые представляют собой слепки дистальных канальцев и собирательных трубочек. Причиной цилиндрурии выступают различные заболевания почек и тяжелые соматические состояния. Данные элементы могут быть обнаружены при микроскопическом исследовании осадка мочи. Для устранения цилиндрурии необходимо лечение основного заболевания.
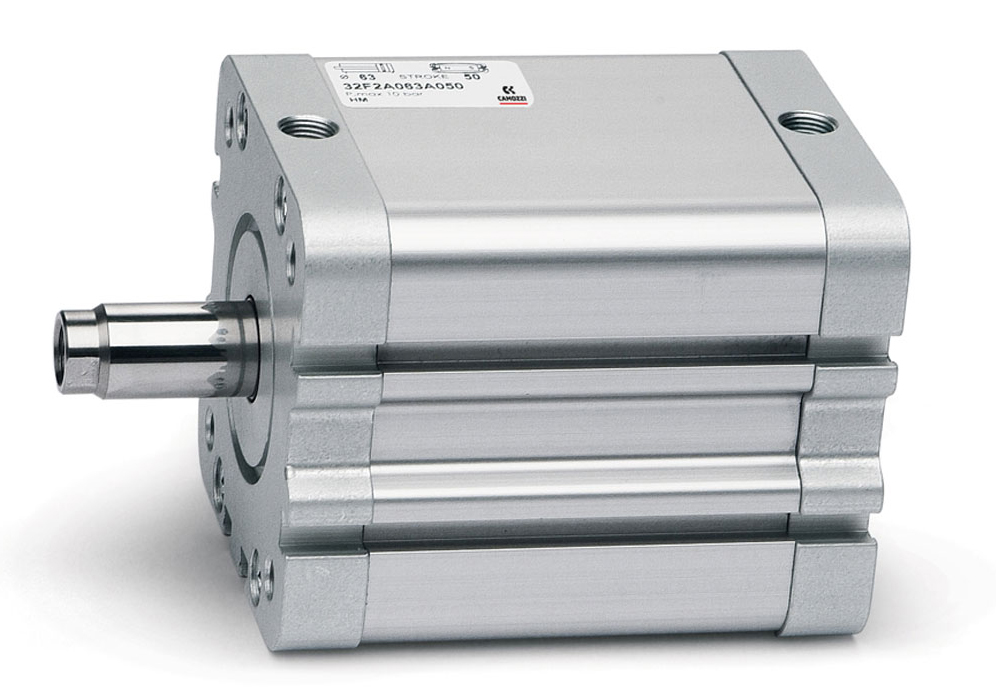
Среди всех цилиндров со штоком стандартные цилиндры используются чаще других. Они имеют определенный диапазон значений диаметра поршня и хода, а все их присоединительные и габаритные размеры подчиняются определенному стандарту. На необходимости в такой стандартизации настояли пользователи пневматики, в первую очередь предприятия автопрома, которым нужно было обеспечить возможность быстрой замены цилиндров на своем оборудовании независимо от наличия того или иного производителя пневматики в данном регионе.
Компания «Евробалт» является ведущим производителем нестандартных гидроцилиндров для промышленного применения.
Нестандартные цилиндры для промышленного применения

При заказе нестандартного гидроцилиндра следует учитывать следующие моменты.
В то время как гидравлический цилиндр в работе выглядит как простое устройство, есть много вещей, которые следует учесть при производстве нестандартных цилиндров. Поскольку промышленным цилиндрам требуется поднимать больше, сильнее нажимать и дальше толкать, необходимо ясно понимать, как работает цилиндр и как можно получить максимальную эффективность от него. Вот несколько вещей, которые следует учесть:
При заказе нестандартного гидравлического цилиндра важно учитывать дополнительные факторы, такие как давление, положение цилиндра и рабочая температура. Положение цилиндра определяет его внешний корпус и подшипники, а температура помогает определить, какие уплотнения и металлы следует использовать при изготовлении. Рабочее давление — это ключевой выбор, который влияет на срок службы цилиндра, и материал следует выбирать соответственно.
ПРОИЗВОДСТВО НЕСТАНДАРТНЫХ ЦИЛИНДРОВ В EUROBALT
Мы находимся в индустрии производства гидравлических цилиндров уже некоторое время. Несмотря на то, что производство стандартных цилиндров является значительной частью нашего бизнеса, наша экспертиза заключается в создании сложных и нестандартных гидравлических цилиндров. Наши цены конкурентоспособны, а качество нашего продукта превосходит стандарт качества ISO.
Тестирование нестандартных гидравлических цилиндров в Eurobalt
Выбирай параметры гидравлического цилиндра
Это позволяет нам убедиться, что уплотнения надежно фиксируются на своем месте и нет утечек. Наши материалы соответствуют стандартам отрасли, и клиенты могут выбирать из различных уплотнений для использования в своих цилиндрах. Кроме того, мы предлагаем гарантию 1 год для всех наших цилиндров с возможностью ее продления в зависимости от обстоятельств. Если цилиндры соответствуют спецификациям по производству, мы заменим их при необходимости.
Свяжитесь с нами для получения рекомендаций по производственному процессу, срокам доставки и любым вопросам о нашей компании. Наша быстро развивающаяся компания ценит долгосрочные отношения с клиентами. Если вы ищете нестандартный гидравлический цилиндр и нуждаетесь в поставщике, который учтет все ваши потребности, чтобы обеспечить ваше спокойствие, просто напишите нам или позвоните, и мы будем рады помочь вам.»
Причины цилиндрурии
Практически все цилиндры являются патологическими, кроме гиалиновых. В норме они образуются из белка Тамма-Хорсфалла, секретируемого клетками почечного эпителия собирательных трубочек и дистальных канальцев нефрона.
Кислая среда мочи (pH ниже 5,3) способствует полимеризации этого белка, что приводит к образованию гиалиновых цилиндров. В незначительном количестве (физиологическая цилиндрурия) они могут появиться после сильного эмоционального стресса, интенсивной физической нагрузки, приема мочегонных лекарственных препаратов.
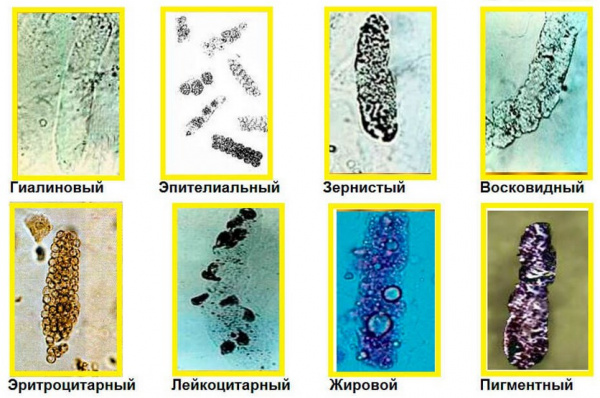
Виды цилиндров в моче
Гиалиновая цилиндрурия
Большое количество гиалиновых цилиндров формируется преимущественно из альбумина, попавшего в мочу. Альбуминурия свидетельствует о поражении клубочкового аппарата почек. Патологией считается обнаружение более 20 цилиндров при анализе мочи по методу Нечипоренко. Данный вид цилиндрурии всегда сопровождается протеинурией.
При микроскопии выглядят полупрозрачными, с нежной гомогенной структурой. Зачастую их крайне трудно идентифицировать в неокрашенном осадке мочи. Нередко встречаются гиалиновые цилиндры с наложением клеточных элементов – лейкоцитов, эритроцитов, клеток эпителия и пр. При сопутствующих заболеваниях печени цилиндры окрашиваются билирубином в ярко-желтый цвет.
В моче, имеющей выраженную щелочную реакцию (pH выше 7.0) и малую относительную плотность (ниже 1010), гиалиновые цилиндры могут вообще не выявляться даже при тяжелой протеинурии, так как в этих условиях они подвергаются растворению. Заболевания, при которых наиболее часто встречается гиалиновая цилиндрурия:
Зернистая цилиндрурия
Продуктом деградации клеток являются зернистые цилиндры. При разрушении нейтрофильных лейкоцитов образуются мелкозернистые цилиндры, при распаде клеток почечного эпителия – грубозернистые. Их присутствие в моче свидетельствует о более тяжелом течении патологического процесса.
Зернистые цилиндры бесцветны, за счет наличия гранул имеют более четкую структуру и неровный, шероховатый контур. Могут окраситься билирубином в желтый цвет и гемоглобином в красно-бурый. В некоторых случаях содержат капли жира (холестерина). Зернистые цилиндры наблюдаются при следующих заболеваниях:
Восковидная цилиндрурия
До сих пор ведутся дискуссии о происхождении данного вида цилиндров. Предполагается, что они являются конечной стадией деградации гиалиновых и зернистых цилиндров при их длительном пребывании в дистальных канальцах и собирательных трубочках. По внешнему виду они напоминают оттаявший воск, имеют резко очерченные контуры, характерные «бухтообразные» вдавления.
Структура может быть гомогенной либо зернистой. Типичны трещины по ходу цилиндра, обломанные или зазубренные края. Ширина значительно больше (в 2-6 раз) чем у других цилиндров, размер коррелирует с тяжестью процесса. Заболевания и патологические состояния, при которых обнаруживаются восковидные цилиндры:
Клеточная цилиндрурия
В результате фиксации на поверхности гиалиновых цилиндров эритроцитов образуются эритроцитарные цилиндры. Эритроциты могут быть дисморфными (измененными), дегемоглобинизированными, что характерно для гломерулонефритов различной этиологии (например, IgA-нефропатии), или неизмененными, насыщенными гемоглобином, что встречается при некротизирующих васкулитах, инфаркте почки, остром интерстициальном нефрите.
Лейкоцитарная цилиндрурия
Слепки почечных канальцев, состоящие из нейтрофилов – это лейкоцитарные цилиндры. Причиной их образования выступает выраженный процесс в почках, который наблюдается при:
Эпителиальная цилиндрурия
При отслоении эпителиальных клеток канальцев они могут фиксироваться на гиалиновых цилиндрах, в результате чего образуются эпителиальные цилиндры. Зачастую крайне сложно в неокрашенном мазке осадка мочи отдифференцировать эпителиальный цилиндр от лейкоцитарного. В основном цилиндры формируются из жироперерожденных эпителиальных клеток. Этиологические факторы появления в моче эпителиальных цилиндров:
Пигментная цилиндрурия
Эти цилиндры в основном образуются из свободного гемоглобина, который попал в мочу вследствие внутрисосудистого гемолиза (гемоглобинурия). Реже они формируются при высвобождении гемоглобина из разрушенных в моче эритроцитов (гематурия). Гемоглобиновые цилиндры имеют бурую или красно-коричневую окраску, содержат гранулы.
Иногда их приходится дифференцировать с кристаллами кислого мочекислого аммония. При добавлении 30% уксусной кислоты кристаллы подвергаются растворению, при этом цилиндры остаются. Причины появления гемоглобиновых цилиндров:
Миоглобиновая
При остром повреждении почек, связанном с тяжелым поражением мышц (синдром длительного сдавления) высвободившийся из некротизированных мышечных волокон пигмент миоглобин попадает сначала в кровь, затем в мочу, где при его коагуляции могут образоваться миоглобиновые цилиндры. Они имеют небольшой размер и красновато-коричневый цвет.
Билирубиновая
У некоторых пациентов, страдающих заболеваниями, сопровождающимися билирубинурией (практически все болезни печени и желчевыводящих путей), в ряде случаев в моче обнаруживаются билирубиновые цилиндры, имеющие желтоватый или желто-коричневый цвет.
Жировая цилиндрурия
При включении липидов и овальных жировых телец в белковую матрицу образуются жировые цилиндры. Они малого размера, за счет большого количества капель жира резко преломляют свет. Часто располагаются на фоне жироперерожденного почечного эпителия, кристаллов холестерина и игл жирных кислот. Присутствие жировых цилиндров считается характерным признаком тяжелой протеинурии. Причины их появления следующие:

Приветствую Вас! Сегодня хочу рассказать о геометрическом объекте, который похож на бумажный фонарик, но на самом деле является очень интересным контрпримером в области нахождения площади многогранников. Итак, поехали!
Парадокс лестницы
Архимед приближенно определял длину окружности с помощью длин сторон вписанных и описанных правильных многоугольников. В общем смысле, длину любой кривой можно выразить как наибольшее значение длин вписанных ломаных. Однако для корректной работы этого метода вершины ломаных должны находиться на самой кривой, а не просто рядом с ней.
В противоположном случае, как показано в так называемом «парадоксе лестницы», ломаные состоящие из вертикальных и горизонтальных отрезков общей длиной 2, могут быть расположены настолько близко к диагональному отрезку длиной √2, что они будут «визуально» сходиться к диагонали, но будут иметь разную длину.
Сапог Шварца приводит аналогичный контрпример для площади поверхности, демонстрируя, что для точного приближения площади требуется еще больше, чем просто условие, что вершины лежат на искомой поверхности.
В конце XIX века немецкий математик Герман Шварц (1843-1921) разработал свою собственную конструкцию, которая послужила контрпримером к ошибочному определению, представленному в книге 1868 года Ж. А. Серре «Курс дифференциального исчисления и интеграла». В этой книге утверждалось, что:
Пусть часть криволинейной поверхности ограничена контуром C; мы определим площадь этой поверхности как предел, к которому S стремится площадь вписанной многогранной поверхности, образованной из треугольных граней и ограниченной многоугольным контуром Γ пределом которого является контур C. Необходимо показать, что предел S существует и что он не зависит от закона, согласно которому грани вписанной многогранной поверхности сжимаются.
Утверждается, например, что площадь рельефа на картинке выше всегда будет одинаковой (по вычислению), независимо от того, каким образом будет выполнена триангуляция поверхности (размер, углы, количество треугольников)
Конструкция сапога Шварца
Шварц разработал метод приближения поверхностей с помощью антипризм. Первый параметр антипризмы, обозначим его как «m», представляет собой количество кругов, второй параметр, обозначим его как «n», представляет половину числа треугольников в каждом кольце этой структуры. Для случая с одним кольцом (m=1) результирующая поверхность формируется из треугольных граней, составляющих антипризму порядка n.
Антипризма — полуправильный многогранник, у которого две параллельные грани (основания) — равные между собой правильные n-угольники, а боковые грани — правильные треугольники. На рисунке 34 треугольника, значит n=17, m=1
При более высоких значениях m, сапог Шварца формируется путем компоновки m таких антипризм.
Для построения сапога Шварца, который приближает заданный правильный круговой цилиндр, цилиндр разрезается на m блинов. Эти блины имеют m+1 круглых границ — две на концах цилиндра и еще одну на месте разреза. В каждом блине распределены n вершин, образуя правильный n-угольник (понятно, что количество этих углов можно увеличивать, стремясь ко сходству с окружностью).
Очень похоже, не правда ли?
Эти многоугольники повернуты на угол π/n от одной окружности к следующей, так что ребра правильных многоугольников и ближайшие вершины на следующем блине образуют основание и вершину равнобедренного треугольника. Эти треугольники пересекаются от края до края, образуя многогранную поверхность сапога Шварца, которая топологически эквивалентна цилиндру.
Сапог Шварца с n = 10. Треугольники пары блинов «выпуклы» на угол 360/10 = 36 градусов. Таким образом, чем меньше мы будем делать этот угол, тем больше поверхность сапога Шварца будет цилиндрической.
Сапог Шварца можно склеить из плоского листа бумаги с нанесенными на него гранями треугольников. Такой рисунок складок называется рисунком Йошимуры:
Если вывести формулу площади поверхности сапога Шварца, то получится следующее выражение:
Для сапога Шварца с параметрами m и n каждая полоса представляет собой более короткий цилиндр длины ℓ /m, аппроксимируемый 2n равнобедренными треугольниками.
Если вычислить последовательно пределы, очевидно получится отличное приближение к площади поверхности цилиндра:
В этом случае внутренний предел уже сходится к нужному значению, а внешний предел является избыточным (иначе говоря, не важно, на сколько блинов будет разрезан цилиндр, вся апроксимация произойдет за счет большого числа треугольников).
В данном случае, при заданном значении n, с увеличением m и уменьшением длины каждой цилиндрической полосы l/m, каждая из соответствующих полос из равнобедренных треугольников становится практически плоской. Площадь поверхности каждого блина стремится к конечному числу, а так как во втором пределе мы неограниченно увеличиваем количество блинов, то общая площадь поверхности стремится к бесконечности.
Также можно установить функциональную связь между параметрами «m» и «n» и исследовать предел при одновременном увеличении обоих параметров с сохранением этой связи.
Различные варианты такой связи могут привести к двум возможным сценариям: сходимости в определенной области или расходимости до бесконечности. Например, если выбрать m = cn (где c — произвольная константа) и рассматривать предел для больших значений n, то произойдет сходимость в определенной области. В то время как установка m = cn³ приведет к расходимости. Третий тип ограниченного поведения достигается при m = cn². Для данного выбора параметров, получим формулу:
Играя значением c, можно получить любое значение площади поверхности. Показанное выше также подчеркивает важность тщательного выбора способа разбиения на треугольники для использования в компьютерной графике и методе конечных элементов, применяемом в научном и инженерном моделировании. В области компьютерной графики сцены часто представляются в виде треугольных поверхностей, и правильное отображение освещения зависит от ориентации нормалей к поверхности.
Все объемные выкладки — в одной статье.
Неправильный выбор способа разбиения на треугольники, подобно тому, как это происходит в случае с сапогом Шварца, может привести к образованию поверхности, наподобие складной гармошки, с нормалями, которые далеки от нормалей исходной поверхности. Близко расположенные резкие изгибы на этой поверхности также могут вызвать проблемы при сглаживании.
Проблемы возникают, когда в разбиение включены треугольники с углами, близкими к 180 градусам. В некоторых классах сапогов Шварца, которые используют углы ограниченные 180 градусами, площадь сходится к той же площади, что и у цилиндра, по мере увеличения числа треугольников до бесконечности.
Триангуляция, созданная ученым для нахождения решения задачи распределения магнитного поля установки. Цвета указывают на то, что аналитик установил свойства материала для каждой зоны, в данном случае, катушка проводящей проволоки оранжевого цвета; ферромагнитный компонент (возможно, железо) светло-синего цвета; и воздух серого цвета. Хотя геометрия может показаться простой, записать и решить уравнения для такой ситуации практически невозможно, поэтому и приходится применять метод конечных элементов.
Метод конечных элементов, в своей базовой форме, приближает гладкую функцию (часто представляющую решение задачи физического моделирования в науке или инженерии) путем замены её кусочно-линейной функцией на триангуляции. Пример с сапогом Шварца демонстрирует, что даже для простых функций, таких как высота цилиндра над плоскостью, проходящей через его ось, и даже если значения функции точно известны в вершинах триангуляции, использование триангуляции с углами, близкими к 180 градусам, может привести к значительно неточным результатам моделирования.
Характеристики хонингованной поверхности цилиндра и её измерение.
Фактура поверхности «зеркала» цилиндра оказывает значительное влияние и на мощность, развиваемую двигателем, и на его долговечность, и на расход моторного масла, и на расход топлива.
В этой статье мы рассмотрим различные варианты обработки поверхности цилиндра, методы измерения соответствующих параметров и последующий анализ результатов замеров. А также расскажем про оптимальные значения этих параметров, в зависимости от конкретного метода обработки.
Эволюция методов обработки поверхности цилиндров
Исторически сложилось так, что рабочая поверхность цилиндра «создавалась» с помощью хонингования — то есть специальной обработки: за счет комбинированного (вращательного и возвратно-поступательного) движения инструмента – хонинговальной головки, с закрепленными на ней специальными абразивными брусками. В результате на рабочей поверхности цилиндра получался особый микропрофиль поверхности – совокупность рисок определенной глубины и пересекающихся под определенным углом — своего рода единой фактуры по всей поверхности. Далее, после сборки и последующей обкатки двигатель уже сам «доводил» поверхность цилиндра, когда поршень с поршневыми кольцами сглаживал пики на вершинах рисок, оставляя после этого участки «плато». Поверхность после такого хонингования показана вверху рис. 1.
В 1980-е годы прошлого века новые требования по экономии топлива и сокращению вредных выбросов привели к созданию более эффективных двигателей, которые должны были соответствовать этим, более жестким, нормативам. Что, в свою очередь, заставило применить иную технологию получения более «ровной» поверхности цилиндра уже при изготовлении двигателя, вместо расчета на то, что детали цилиндро-поршневой группы приработаются при обкатке. С этой целью стали применять платохонингование — обработку в два этапа, когда после первичного хонингования, цилиндр «доводился» с помощью других брусков и при этом сглаживались вершины рисок. «Уплощенная» таким образом поверхность цилиндра показана на средней схеме на рис.1.
Современные высоконагруженные двигатели (гоночные, турбодизельные и т. п.) в ряде случаев могут требовать еще более точного и «тонкого» хонингования для работы с менее вязкими маслами и, в некоторых случаях, из-за очень короткого расчетного срока службы (ресурса) мотора, для которого обкатка вовсе не предусмотрена. Профиль такой «суперхонингованной» поверхности показан внизу на рис. 1.

Рисунок 1. Три вида микропрофиля поверхности цилиндра.
Поверхность цилиндра в современном моторе должна обеспечивать оптимальный баланс при решении двух, взаимоисключающих, функций: обеспечивать отличное уплотнение, выдерживая при этом большие нагрузки, и, в то же время, не создавать повышенного трения. Поэтому микропрофиль поверхности обычно представляет собой что-то вроде горного пейзажа, где вершины «гор» срезаны и образуют плато, но разделены «ущельями» довольно значительной глубины (рис.2).
Прорезает эти самые «ущелья» первичное или черновое хонингование, а затем в них удерживается масло и собираются микрочастицы, которые образуются при износе поверхности.
«Срезание горных вершин», или «ровные участки — плато» получаются при повторной обработке или чистовом хонинговании. Его также называют плосковершинным или платохонингованием. Поверхности этих «плато» дают хороший контакт с поршневыми кольцами, что сокращает прорыв газов из камеры сгорания и уменьшает расход масла на угар. Ну и, разумеется, потери на трение тоже гораздо меньше.
Такая поверхность цилиндра обеспечивают нужный баланс качеств: достаточно большую площадь для «плотного» контакта поршневых колец и цилиндра, что обеспечивает эффективное уплотнение и держит высокие нагрузки, и соответствующего объема рисок-впадин, необходимых для получения хорошей масляной пленки и сбора продуктов износа.

Рисунок 2. Профиль поверхности после платохонингования — плоские «плато» сверху и глубокие «ущелья» под ними.
Измерение шероховатости поверхности, то есть — получение параметров микропрофиля
В большинстве случаев измерение шероховатости поверхности цилиндра выполняется с помощью специального прибора — профилометра, щуп которого перемещается по рабочей поверхности цилиндра и снимает характеристики профиля поверхности на нужных участках (см. рис. 3).
Результаты подобных замеров в графической форме и приведены на рис.1 и 2.
В процессе измерений прибор определяет разные виды неровностей: от шероховатости до волнистости. При обработке сигнала прибор использует несколько фильтров, сначала — для отделения очень коротких волн (обычно это просто помехи при замере), затем — для разделения оставшихся данных на соответствующие профили — шероховатости и волнистости. В последнюю очередь идет анализ профилей шероховатости — для определения параметров обработанной поверхности.

Рис. 3. Вид на рабочую поверхность цилиндра после хонингования. Во врезке: сверху — трехмерное увеличенное изображение участка поверхности; снизу — график, показывающий микропрофиль поверхности.
Параметры поверхности зеркала цилиндра
Для оценки разных типов поверхности, показанных на рис.2, используются различные параметры шероховатости поверхности.
При обычном хонинговании
Поверхность, подвергнутая однократному хонингованию, состоит как из выступов, так и из впадин различной высоты и глубины. Во время первоначальной обкатки поршневые кольца будут снимать самый высокие выступы, тем самым превращая их в «плато».
Для контроля такой поверхности обычно достаточно традиционных параметров шероховатости: таких как Ra (среднее арифметическое отклонение профиля), Rz (высота неровностей профиля по десяти точкам) и Rmr (материальный коэффициент профиля) (рис.3). Когда поверхность изнашивается и на ней становится больше плато, наиболее заметно изменяется Ra, поскольку больше точек оказывается на плато. В то же время Rz скорее связан с «ущельями», поскольку они оказывают большее влияние на разницу между «плато» и глубиной впадин. Rmr (определяется на заданной глубине) описывает соотношение между плато и впадинами на определенной глубине.
Введенные в практику более 80 лет назад, Ra, Rz и Rmr по-прежнему остаются удобным средством оценки шероховатости поверхностей с широким разбросом пиков, впадин и промежуточных высот.
Семейство параметров Rk
Когда стали использовать платохонингование, стало очевидно, что Ra, Rz и Rmr не позволяют точно оценить шероховатость полученной поверхности. Поверхности после второго и третьего хонингования имели сходные значения этих параметров, не очень отличающийся от результатов однопроходного хонингования.
Для более точной оценки поверхности с плато исследователи разработали семейство параметров «Rk», которые основаны на кривой Эббота. Этот график показывает процент поверхности, которая заполнена материалом, по сравнению с пустым пространством, в зависимости от величины замера (рис. 4).
Отдельные параметры (Rk, Rpk, Rmr1, Rvk, Rmr2) количественно определяют соотношение «пиков», впадин и материала под базовой поверхностью. Эти характеристики позволяют лучше оценить шероховатость хонингованных поверхностей, поскольку они определяют геометрию «ущелий», врезающихся в поверхность.
Параметры типа Rk хорошо работают в случаях платохонингования не средней точности, где не требуется высокая степень «выравнивания» и, соответственно, получается очень низкая шероховатость.
В группу деталей, которые обрабатываются таким платохонингованием попадают не только цилиндры, но и шестерни, подшипники, отдельные узлы трансмиссий и многие другие поверхности, обеспечивающие определенный уровень сочетания уплотнения, нагрузки и/или трения.

Рисунок 3. Традиционных параметров замеров достаточно для оценки шероховатости после однопроходного хонингования.

Рисунок 4. Параметры Rk лучше подходят для проверки поверхностей после платохонингования.
Цилиндры по ISO 6431
Первым таким международным стандартом стал ISO 6431, который охватывал цилиндры со следующими значениями диаметров поршня: 32, 40, 50, 63, 80, 100, 125, 160, 200, 250 и 320 мм. При этом конструкция и материалы не оговаривались. Цилиндры по этому стандарту изначально имели следующую конструкцию: гильза из бесшовной трубы и квадратные крышки, стянутые четырьмя шпильками.
Классификация
Различают следующие разновидности цилиндров:
Цилиндр для замка (нестандартный) с ключом никелированный
mijuk zamok զամոկ замок Цилиндровый механизм
Предложения
Самостоятельных методов устранения цилиндрурии не существует. Для этого необходимо проведение лечения основного заболевания. Первым этапом в лечении выступает назначение диеты. Пациентам, страдающим сахарным диабетом, назначается низкоуглеводная диета. Людям с тяжелыми заболеваниями почек нужно уменьшить потребление белка до 60 г в сутки. При хронической сердечной недостаточности ограничивается прем поваренной соли до 3г/сут. Из лекарственных препаратов применяются следующие:
Цилиндры по ISO 15552
Позже появились корпуса из тянутого алюминиевого профиля самой разнообразной формы, что позволило доработать стандарта ISO 6431 и заменить его на ISO 15552, который отличается незначительными деталями.

Профильные цилиндры имеют определенные преимущества, главными из которых являются более простой и надежный монтаж датчиков положения без дополнительных приспособлений, защита этих датчиков от внешнего воздействия, удобство монтажа самого цилиндра, возможность установки на корпусе цилиндра распределителя. В зависимости от требований конкретного применения профиль можно сделать, например, гладким для облегчения мойки. Но цилиндры с диаметром поршня более 125 мм по экономическим причинам продолжают делать со стяжными шпильками.
Некоторые из перечисленных изменений могут комбинироваться друг с другом, некоторые, наоборот, исключают применение других опций. Иногда из-за них снижаются допустимые параметры (температура, боковые нагрузки) и характеристики (развиваемое усилие, ход, скорость, ресурс) или цилиндр уже не считается стандартным.
Распределитель на цилиндр ставят для того, чтобы сократить длину шлангов или вообще их исключить. Дело в том, что заполнение шлангов при каждом перемещении без всякой пользы увеличивает время рабочего цикла и потребление сжатого воздуха. Поэтому всегда, где это возможно, рекомендуется ставить распределитель как можно ближе к цилиндру или вообще на нем. В ряде случаев удается встроить распределитель в крышку стандартного цилиндра, не нарушая стандартных размеров. Но иногда такой цилиндр перестает быть стандартным, по крайней мере, по общей длине.
Дополнительно в цилиндр можно встроить датчики, средства регулировки скорости и даже микропроцессор, который будет контролировать, например, скорость перемещения, пройденное расстояние, и давать информацию в систему управления о падении расхода или давления (при уменьшении скорости), о необходимости скорой замены уплотнений (при превышении заданного числа циклов) и т.п.
Компактные цилиндры по UNITOP
Ещё одним стандартом, по которому выпускаются компактные пневмоцилиндры, является стандарт UNITOP.

Цилиндры по UNITOP имеют схожие характеристики, что и цилиндры по ISO21287, но имеют несколько отличающиеся габаритные и присоединительные размеры.
Прогноз
При обнаружении цилиндрурии обязательно необходимо обратиться к врачу. На основании одной цилиндрурии можно сделать лишь приблизительный прогноз для пациента. Например, наличие только гиалиновых цилиндров несет более благоприятный прогноз, чем выявление широких восковидных цилиндров. Однако нужно ориентироваться и на другие патологические элементы осадка мочи, а также показатели других лабораторных и инструментальных исследований.
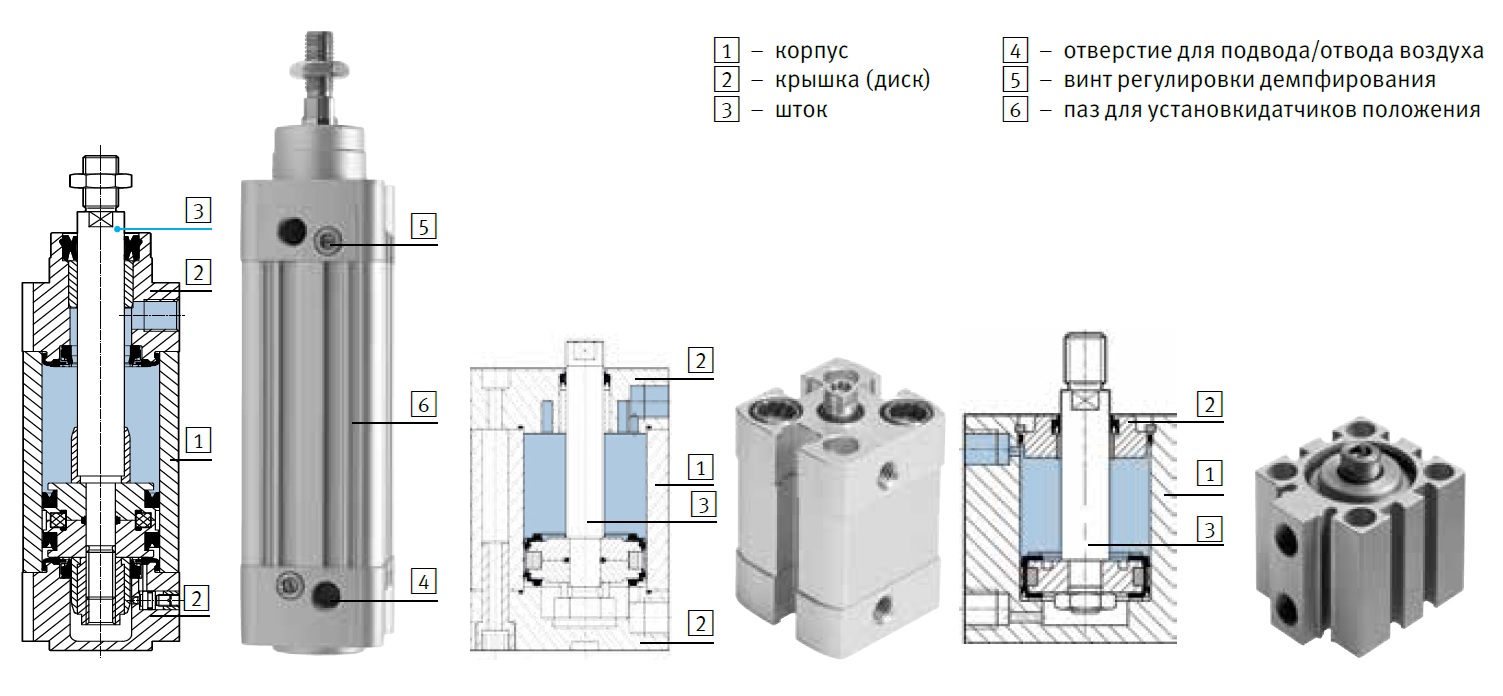
Компактные цилиндры по ISO 21287
Для тех применений, где важнейшим требованием является осевой габарит, а боковые нагрузки, рабочий ход и скорость перемещения невелики, были разработаны компактные пневмоцилиндры. По конструкции компактные цилиндры внешне практически повторяют профильные цилиндры по ISO 15552, отличаясь только узкими крышками, узким поршнем и короткой опорной втулкой.
Диапазон их диаметров от 12 до 125 мм, рабочий ход может достигать 25 мм у цилиндров одностороннего действия и 500 мм у цилиндров двустороннего действия. Но обычно компактные цилиндры рекомендуется использовать с ходом до 50 мм, поскольку в них нет возможности встроить регулируемое демпфирование, а отклонение конца выдвинутого штока от оси перемещения слишком велико из-за короткой опорной втулки. Т.е. требуется ставить внешние демпферы и направляющие или выбирать исполнение с траверсой на штоке, а это сводит на нет преимущество по цене по сравнению с цилиндрами по ISO 15552.
Круглые цилиндры по ISO 6432
Еще один стандарт ISO 6432 касается круглых цилиндров с рядом диаметров поршня 8, 10, 12, 16, 20 и 25 мм. Стандартные хода те же, но с ограничениями для маленьких цилиндров. Например, для диаметра 8 и 10 мм максимально возможный ход, как правило, не превышает 100 мм, для ø12 и 16 – 200 мм, для ø20 – 320 мм и для ø25 – 500 мм. Конструктивно эти цилиндры состоят из тонкой трубы из нержавеющей стали, стального штока и алюминиевых крышек, в которых труба завальцована. Круглые цилиндры могут быть как одно-, так и двустороннего действия, с теми же вариантами исполнения, что и предыдущие. Но из-за небольших размеров имеются ограничения и по демпфированию: регулируемое применяется только с ø12 мм, а самонастраивающееся – только с ø16 мм. У всех меньших может быть только упругое или внешнее демпфирование.

Хотя диапазон стандартных круглых цилиндров охватывает диаметры поршня от 8 до 25 мм, выпускается много цилиндров такой конструкции и большего, и меньшего диаметра. Но они не являются стандартными, т.е. рассчитывать на то, что круглый цилиндр с диаметром вне указанного диапазона одной фирмы может быть без проблем заменен на цилиндр другого производителя уже не приходится. Даже несмотря на то, что ряд диаметров остается стандартным, например, 32, 40, 50 и 63 мм. Круглые цилиндры с таким диаметром поршня выпускаются потому, что по габаритам и весу они предпочтительнее аналогичных цилиндров с квадратными крышками по ISO15552, а усилие и ход имеют такие же. Маленькие же цилиндры с диаметром поршня менее 8 мм (пока предел 2,5 мм) вообще трудно сделать другой конструкции.
Еще более ситуация со стандартными и нестандартными цилиндрами запутывается, когда вопрос касается формы крышек. Стандартная задняя крышка имеет проушину, а передняя – наружную резьбу. Если для сокращения осевого габарита проушину убрать или изменить форму передней крышки, то получается нестандартный цилиндр, хотя все остальные размеры сохраняются. Поэтому различают просто «круглый» цилиндр, например, с диаметром поршня 25 мм и ходом 100 мм и «стандартный круглый» с такими же параметрами. Они могут быть не взаимозаменяемы, даже если выпущены одним производителем.
Большинство версий, о которых говорилось в отношении цилиндров по ISO 15552, могут применяться и для круглых цилиндров. Ресурс примерно такой же, но рабочее давление до 10 бар. Большинство круглых цилиндров невозможно отремонтировать, поскольку они не разбираются. Хотя некоторые компании выпускают круглые цилиндры, в которых крышки крепятся к корпусу по резьбе. За это приходится платить увеличением габаритов и веса за счет толстостенной трубы. Зато диаметр поршня у них может доходить до 100 мм.
Круглые цилиндры, как стандартные, так и нет, также могут изготавливаться полностью из нержавеющей стали. Есть версии с полимерными крышками и полимерными корпусами. Такие цилиндры применяются в тех местах, где главной проблемой является коррозия. Существенно также то, что датчики положения на все круглые цилиндры можно поставить только с помощью принадлежностей – хомутов или присосок. Последний из наиболее применяемых стандартов касается так называемых компактных цилиндров, о которых речь пойдет в следующем параграфе.
(Viber) +374 33 409900 Доставка по Еревану
Your Cart is currently empty!
Каталог

Как выбрать стандартный цилиндр?
Разница в конструкции и габаритах цилиндров хорошо видна на рис. ниже.
Сравнение осевого габарита стандартного, компактного и короткоходового цилиндров (слева направо) с одинаковым диаметром поршня и рабочим ходом
Все показанные цилиндры имеют одинаковые диаметр поршня, развиваемое усилие и ход. Выбор между ними нужно делать в зависимости от условий конкретного применения:
Понятно, что с ростом рабочего хода разница в осевом габарите станет не так заметна, и предпочтение в большинстве случаев следует отдавать стандартному цилиндру, который намного лучше противостоит боковым нагрузкам и имеет регулируемое демпфирование. Разница в цене будет не в его пользу, но она более чем компенсируется затратами на дополнительные принадлежности (амортизаторы, направляющие и т.п.) и усилия по монтажу, которые придется сделать, чтобы возможности компактного или короткоходового цилиндра «дотянуть» до уровня стандартного. Для небольших же перемещений, когда часто не требуются высокие скорости, т.е. не бывает сильных ударов, а боковые нагрузки не опасны, предпочтительнее выглядят компактные цилиндры или, как вариант, короткоходовые.
Диагностика
Наличие цилиндров в моче (за исключением незначительного количества гиалиновых цилиндров) является прямым показанием для обращения к врачу-терапевту или нефрологу для выяснения причин их появления. На приеме специалист спрашивает больного о наличии жалоб – лихорадки, ноющих болей в пояснице. Важны анамнестические данные. Уточняется, принимает ли пациент лекарственные препараты, состоит ли на диспансерном учете по поводу хронического заболевания.
Читать новости о новой Ниве
 Тюнинг салона Нива 2121 своими руками: видеоинструкция «
Тюнинг салона Нива 2121 своими руками: видеоинструкция « Реле зарядки нива 21214 где находится
Реле зарядки нива 21214 где находится Фланец эластичной муфты промежуточного кардана Нива 2121,21213,21214,2131,Урбан, Бронто — купить на с доставкой по РФ.
Фланец эластичной муфты промежуточного кардана Нива 2121,21213,21214,2131,Урбан, Бронто — купить на с доставкой по РФ. Установка кондиционера на Lada 4×4 (инструкция, рекомендации) «
Установка кондиционера на Lada 4×4 (инструкция, рекомендации) « Колесные гайки на ниву для литых дисков
Колесные гайки на ниву для литых дисков Крутящие моменты затяжки FORD TRANSIT автобус 2.2 TDCi
Крутящие моменты затяжки FORD TRANSIT автобус 2.2 TDCi Lada Niva Bronto и Jeep Wrangleр Rubicon на снегу?
Lada Niva Bronto и Jeep Wrangleр Rubicon на снегу? Ремни генератора для шевроле нива нива тревел
Ремни генератора для шевроле нива нива тревел