Любой мастер, работающий с металлическими изделиями, знает, что такое «марка стали». Ее расшифровка позволяет получить представление о химическом составе и физических параметрах, что является основополагающими сведениями для создания каких-либо предметов из металла. Многие считают, что маркировка стали, металлопроката — это сложный процесс, требующий наличия специальных знаний. Однако несмотря на мнимую сложность, разобраться в ней достаточно просто. Для этого потребуется знать лишь принцип ее составления и как она классифицируется, о чем наша компания и расскажет.
Сплав маркируется буквами и цифрами, благодаря чему удается максимально точно установить наличие химических элементов и их объем. На основании этих данных, а также знаний о том, как разные химикаты взаимодействуют с металлической основой, можно с максимальной точностью понять, какие технические свойства относятся к определённой стальной марке.
Разновидности сталей и особенности нанесения маркировки
Сталь — это железо-углеродный сплав, количество которого не превышает 2,14%. Углеродная составляющая необходима для достижения твердости, но крайне важно следить за его концентрацией. Если он превысит показатель в 2,2%, то металл станет очень хрупким, из-за чем с ним будет практически невозможно работать.
При добавлении любых легирующих элементов можно добиться необходимых характеристик. Именно при помощи комбинации вида и объём добавок получаются марки, которые имеют лучшие механические свойства, устойчивость к воздействию коррозии. Безусловно, улучшить показатели качества можно и посредством тепловой обработки, однако использование легирующих добавок значительно ускоряет этот процесс.
Базовыми классификационными признаками являются следующие показатели.
Для того чтобы расшифровать указанную информацию, не требуется обладать профессиональными навыками и специальными знаниями. Конструкционная сталь, которая имеет обычное качество, а также не содержит легирующие элементы, получила отметку «Ст». Цифра, расположенная далее, отражает количество углерода. После них могут располагаться буквы «КП», которые оповещают о незаконченном раскислении в печи, поэтому подобный сплав считается кипящим. Если подобной аббревиатуры нет, то он считается спокойным типом.
Маркировка и классификация стали по химическому составу
Как упоминалось ранее, одно из главных разделений этого материала основано на ее химическом составе. Базовыми составляющими материала служат железобетон и углерод (его концентрация меньше 2,14%). На основании концентрации и пропорций используемых добавок на объем железа приходится минимум половина.
На основании уровня содержания углерода стальные изделия делятся.
Повышение углеродного компонента способствует повышению металлической твердости, но одновременно снижает его прочность. Для улучшения эксплуатации сплавов в них добавляются разные химические элементы, после чего они превращаются в легированные стали. Они бывают трёх типов.
Низколегированные объем добавок меньше 2,5%.
Среднелегированные 2,5 10%.
Высоколегированные может достигать 50%.
По назначению
Обозначения маркировки стали, металлов и сплавов.
По структурному критерию
В понятие «структура» вложено внутреннее металлическое строение, способное значительно измениться при смене термических условий, механических воздействий. Форма и размер зерен устанавливается на основании состава и соотношения легирующих добавок, техники изготовления. Основной зерновой частью выступает кристаллическая железная решетка, состоящая из атомов примесей. Стальная структура изменяет свои первичные характеристики при скачках температурных показателей. Подобные изменения носят название фаза, каждая из которых существует в четко ограниченном температурном режиме. Однако присутствие легирующих добавок может сильно сместить границы их перехода.
Выделяют несколько фаз.
По качественному признаку
Расшифровка маркировки металла невозможна без учета качественных характеристик. Главное влияние на них оказывают смеси, остающиеся при восстановлении Fe из концентратов руды. Как правило, отрицательный эффект появляется за счет присутствия S и P. На основании их концентрации выделяют сталь обычного качества и высококачественную (добавляется буква А). Для последней категории характерно минимальное наличие фосфора (до 0,025%).
По методу раскисления
Из-за выплавки в стальном изделии остается определенное количество О2 в окиси Fe. Для уменьшения его концентрации и железного восстановления используется реакция раскисления. Ее суть заключается в добавлении в расплавленный металл соединения с высокой степенью активности. Из-за контакта этих элементов происходит кислородное высвобождение и реакция с углеродом (С), после чего формируется углекислый газ (СО2), выделяющийся пузырьками.
На основании числа раскислителей и длительности процесса выделяют 2 типа окончательного сплава.
Маркировка сталей с расшифровкой в таблице — примеры по отечественным стандартам
Наличие стандартизированных показателей от России дает возможность установить состав металла и отчасти видовую принадлежность. Если объем стального материала превышает 1%, то его количество на маркировочной отметке не учитывается. Она включает в себя буквы легирующих добавок, где указан их объем в-десятых и сотых процентных долях. Однако если концентрация более 1,5%, то наличие буквенных обозначений является обязательным. Помимо хим. состава, на маркировке присутствуют специальные символы, отражающие предназначение стали и ее качества.
Зарубежные стандарты
Производители РФ и постсоветских государств используют маркированные методы, благодаря которым можно хотя бы примерно понять состав, предназначение и технические свойства без использования специальной литературы. Американское и европейское производство, напротив, не использует такую практику. Это связано с множеством компаний, которые квалифицируются на стандартизации металлической продукции.
Чаще всего, страны Европы и Америка не наносят на наружную поверхность химический состав, а стальные разновидности характеризуются буквами и цифрами. Однако для расшифровки этой аббревиатуры потребуется привлечение справочников или другой литературы.
Обозначение изделий с легирующими деталями
Для того чтобы маркировка сталей 10, 20 в полной мере демонстрировала свои технические характеристики, для легирующих добавок используется буквенное нанесение. Как правило, русские буквы соответствуют названиям элементов. Однако есть и исключения, так как существуют нюансы, при которых наблюдается начало с одной буквы. Для лучшего понимания была разработана следующая таблица:
В ней существует только 2 неметалла — кремний и азот, а углерод отсутствует. Углеродная примесь есть в любой стальной разновидности, поэтому обозначение необходимо только для его содержания.
Маркировка по цветам
Этот способ используется для указания проката. Это оптимальный метод хранения материалов в складских помещениях и при транспортировке. Установка отметок осуществляется в виде точек и полос, которые выполнены из несмываемых цветных материалов. Выбор цветового оттенка главным образом основывается на предназначении. При этом ее группа и степень раскисления не берётся в учёт.
Любой специалист должен с легкостью определять стальную марку и ее принадлежность к определенному виду. Запомнить эти показатели наизусть практически невозможно, а таблица нередко находится далеко в самый нужный момент. Решить подобную проблему можно с помощью приведенных ниже примеров, которые смогут более подробно и наглядно разъяснить информацию.
Конструкционная сталь без легирующих добавок указывается как «Ст». Указанные дальше цифры отображают углерод, который исчисляется сотыми процентными долями. Маркировка конструкционных сталей имеет несколько особенностей. Например, в марке 09Г2С 0,09% углеродной смеси, а легирующих элементов — максимум 2,5%. Схожие маркировочные отметки 10ХСНД и 15ХСНД имеют отличия в объеме углерода, а число легирующих деталей меньше 1%. Именно на основании этих данных после буквенных обозначений не наносятся цифры.
20Х, 30Х, 50Х и т.д. Этим методом указываются конструкционные легированные стальные изделия с преобладающим числом хрома. Цифра, стоящая вначале, отражает углеродное количество в конкретном сплаве. Следом располагается цифра, обозначающая часть легирующего элемента. Если он отсутствует, то его объём будет до 1,5%.
Международные аналогичные варианты коррозионно-стойких и жаростойких сталей
Ознакомиться с их разновидностями можно посредством таблиц маркировки сталей, черных металлов и сплавов с расшифровкой, примерами, размещенными ниже.
Базовый сортамент нержавеющих марок
Расшифровка
Чтобы не встреться с различными сложностями при расшифровке обозначений, необходимо знать не только от чего зависит маркировка стали, но и классификацию. Определенные стальные категории обладают специальными маркировочными отметками. Они обозначаются буквами, благодаря чему можно легко понять ее принадлежность и примерный состав. Например:
Определенные сложности возникают при выборе строительной стали, которая обозначается литерой «С». В этих видах используется дополнительные буквы: Т — термоупрочненный прокат, К — разновидность, устойчивая к коррозии, Д — сплав с высокой концентрацией меди.
Маркировочные особенности есть у нелегированной электротехнической стали, которую нередко носят название чистое техническое железо. Их маленькое электрическое сопротивление достигается благодаря незначительному наличию углерода (меньше 0,04%). Как маркируются стали обыкновенного качества
Этот вид стали — басовый материал, в обязательном порядке присутствующий в машиностроении и строительных металлоконструкций. Она производится из следующих марок: Ст0, Ст1кп, Ст3кп, Ст1пс, Ст5Гпс и т.д. Буквенное сочетание «Ст» отражает непосредственно сталь, а цифры — условный номер марки. Приставки «пс», «кп» и «сп» отражают степень раскисления. «Г» — это отметка о большом содержании марганца. Умение дифференцировать маркировочные отметки, нанесённые на любое стальное изделие, пригодится не только специалистам, которым это необходимо для реализации профессиональной деятельности, но и простым людям, часто работающим с этим материалом. Несмотря на то что, на первый взгляд, это может показаться сложным для изучения, достаточно потратить немного времени и получится полностью разобраться в данной теме. Полученные знания можно запросто применять на практике, благодаря чему значительно повышается продуктивность и эффективность. Это поможет избежать ошибок и сделать правильный выбор стали, полностью удовлетворяющий требования покупателя.
Применяемость материалов
Алмазные отрезные диски были разработаны для обработки бетона, асфальта, гранита, камня, кирпича, блоков, плитки и вообще почти всех твердых или абразивных строительных материалов. Существует множество видов и типоразмеров дисков, но каждый из них предназначен для конкретного материала, типа оборудования и способа резки, и лучше его использовать только по назначению.
Почему их называют алмазными?
На внешней кромке алмазного диска закреплен сплошной или сегментированный режущий обод с синтетическими алмазами, встроенными в связующую матрицу. Само полотно (корпус) изготовлен из высоколегированной термически обработанной стали. Присоединительное отверстие просверлено точно в центре, а само полотно подвергнуто закаливанию и натяжению в процессе производства, что сводит к минимуму центробежные нагрузки и позволяет ровно вращаться на шпинделе.
Алмазный обод (сегмент) – режущий элемент диска
Сегменты изготавливают из искусственных алмазов и металлических порошков. В процессе производства из этой смеси различными способами формируют алмазные сегментные заготовки, которые затем крепят к стальному корпусу.
Алмазы являются основными режущими компонентами сегментов. Они обладают чрезвычайной твердостью и высокой прочностью, а также хорошей стойкостью к истиранию и тепловым нагрузкам, доступны с различными размерами зерна и классами качества.
Матрица (металлическая связь) удерживает открытые кристаллы на месте во избежание их выпадения до того момента, пока они полностью не используются. Во-вторых, матрица имеет определенную скорость износа, сравнимую со скоростью износа алмазов.
В самых распространенных алмазных инструментах используются металлические связки из-за высокой прочности сцепления, хорошей формуемости и длительного срока службы, особенно при обработке твердых и хрупких материалов.
Как работают алмазные диски?
В действительности отрезные алмазные диски не разрезают, а измельчают (выцарапывают, шлифуют) материал, превращая его в мелкую крошку и пыль. Во время производственного процесса отдельные алмазные зерна остаются открытыми на внешней кромке и сторонах сегментов или обода, и именно эти открытые кристаллы выполняют шлифовальную работу.
Что происходит в процессе резки?
Твердые, плотные материалы заставляют алмазы разрушаться быстрее. Высокоабразивные материалы вызывают более быстрый износ матрицы. Поэтому, для правильной работы инструмента, тип алмаза и тип металлического связующего должны соответствовать разрезаемому материалу.
Почему важно знать тип (твердость) связующего?
Металлические связи, используемые для удержания алмазов, различаются по степени твердости на:
Каменные материалы также имеют разную твердость и абразивность, поэтому по-разному влияют на степень износа связи и процесс «вскрытия» алмазов. Чтобы режущий круг работал долго и эффективно, твердость металлического алмазоносного слоя должна соответствовать характеру разрезаемого материала.
Для обработки ТВЕРДЫХ (менее абразивных) материалов, таких как плитка, гранит, керамогранит, мрамор, затвердевший бетон, связь должна быть МЯГКОЙ, чтобы она изнашивалась достаточно быстро и открывала новые алмазы для производительной чистой резки.
Для обработки МЯГКИХ, абразивных материалов (кирпич, сырой бетон, асфальт) используется ТВЕРДАЯ металлическая матрица, способная противостоять быстрому истиранию и дольше «удерживать» алмазы.
То есть, между твердостью обрабатываемого материала и твердостью связи существует обратная зависимость.
Твердые связи подходят для резки мягкого абразивного материала, а мягкие связи подходят для резки твердого материала.
Таким образом, если алмазоносный слой слишком мягкий, то он будет изнашиваться быстрее, обнажая алмазы, поэтому производительность резки выше, но это сокращает срок службы сегментов, особенно при резке абразивных материалов.
С другой стороны, если связка слишком твердая, алмаз будет изнашиваться без замены, потому что связка не изнашивается одновременно с зерном. Это приводит к «засаливанию» поверхности сегментов и оснастка теряет свою режущую способность.
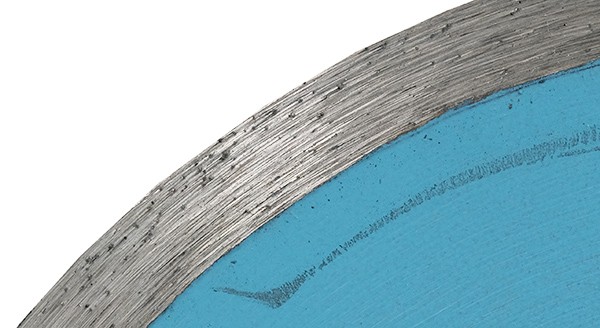
Как «вскрыть» алмазы на диске?
Алмазный диск до и после вскрытия алмазов
Как только вы заметили, что диск сильно греется, искрит и плохо режет, прежде всего проверьте, не изношен ли он. Наиболее вероятные причины этого — недостаточное охлаждение или использование неподходящего отрезного круга со связкой, слишком твердой для обрабатываемого материала. В этом случае износ наблюдается только на поверхности сегмента — он сглажен, а абразивные зерна скрыты в металлическом алмазоносном слое.
Заточка (правка) алмазного диска вернет ему режущую способность. Это легко сделать при помощи специального бруска или путем прохождение лезвия через абразивный материал, такой как асфальт или красный кирпич. Через несколько неглубоких запилов вы можете убедиться, что новые алмазы стали видны на режущей поверхности.
Выбор технологии изготовления алмазных дисков
Для крепления алмазного обода или сегментов к стальному основанию используется несколько различных способов, самые основные из них:
Спекание
Данный способ позволяет получить универсальный режущий инструмент для «СУХОЙ» и «МОКРОЙ» резки твердых материалов. Алмазные частицы смешиваются с металлическими связующими добавками и уплотняются под действием давления и температуры, создавая систему с несколькими слоями алмаза. Режущая кромка изнашивается медленно и равномерно. Спекание часто используется для изготовления больших партий полупрофессиональных алмазных дисков по приемлемой цене.
По такой технологии изготовлены алмазные диски по бетону Grand Ultra Turbo Trio-Diamond и ультратонкие диски по керамограниту Hard Materials X-type Hilberg.
Серебряная пайка
Серебряный припой помещается между сегментной заготовкой и сердечником. При высоких температурах припой плавится и соединяет две детали вместе. По такой технологии производят оснастку только для «МОКРОЙ» резки.
Лазерная сварка
Алмазные сегменты прочно привариваются к стальному полотну методом лазерного микроплавления, что обеспечивает самое прочное соединение. Круги с лазерной сваркойхарактеризуются отличной стабильностью, быстрой резкой и длительным сроком службы при СУХОЙ и МОКРОЙ камнеобработке.
Алмазные диски с лазерной сваркой и пайкой серебром предназначены для профессиональных пользователей, которым требуется интенсивная и регулярная резка широкого спектра твердых и абразивных материалов, таких как строительные блоки, асфальт, мрамор, гранит, камни и т. д. Они подходят для больших объемов работ и мощного оборудования.
Достойными примерами оснастки с лазерной наваркой сегментов являются: алмазный диск по бетону X-Lock U4 DRONCO, который подходит для использования на болгарке с системой X-Lock, а также высокопроизводительный круг отрезной по асфальту Distar Abrasive 1A1RSS/C1-W для бензорезов.
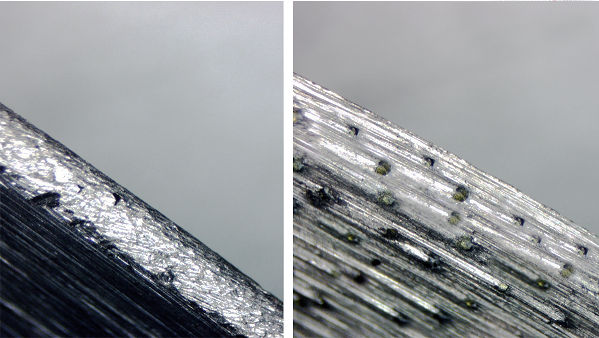
На что влияет размер алмазов?
Подпись к фото
Выбор подходящей зернистости (размера зерна) является ключом к обеспечению необходимой эффективности и чистоты реза. Высота обнажения или выступания алмаза на режущей поверхности сегмента влияет на глубину резания каждой алмазной частицы. Их размер в зависимости от назначения диска составляет от 0,01 до 0,5 мм.
Крупные фракции снимают больше шлама и соответственно режут быстрее, но при этом они и быстрее изнашиваются. Мелкие фракции менее агрессивны, поэтому режут медленнее, обеспечивают гладкие срезы, минимизируют сколы и медленнее изнашиваются.
Крупнозернистые диски подходят для быстрой резки мягких и абразивных материалов, в то время как мелкозернистые используются для чистой резки твердых пород.
Поэтому для резки твердого гранита и керамической плитки предназначена оснастка с мелкой фракцией и повышенной твердостью алмаза, а для резки мрамора, асфальта и красного глиняного кирпича используют оснастку с большим размером частиц и с умеренной твердостью.
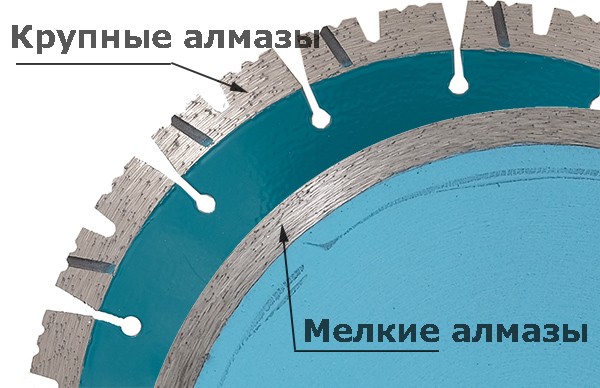
Концентрации алмазов и производительность резки
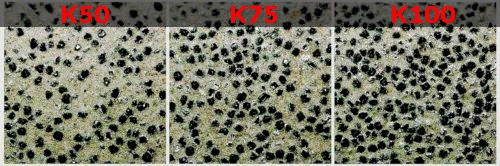
Концентрации алмазов на дисках
Концентрация алмазов в металлической связке напрямую влияет на режущую способность сегментов. Число зерен может варьироваться в пределах от 25% до 200%, где за 100-процентную концентрацию принято содержание 0,88 мг алмаза в 1 мм³ сегмента.
Алмазные диски с высокой концентрацией алмазов в алмазоносном слое имеют большую режущую способность и увеличенный рабочий ресурс.
Высокую концентрацию (от 100% и более) применяют для резки особо твердых и хрупких материалов, например, гранита, когда должна быть соблюдена гладкость и точность реза. Тогда как для большинства мягких и абразивных камней вполне достаточно и меньшего насыщения (25 — 100%).
Взаимосвязь между размером, концентрацией зерна и твердостью связки
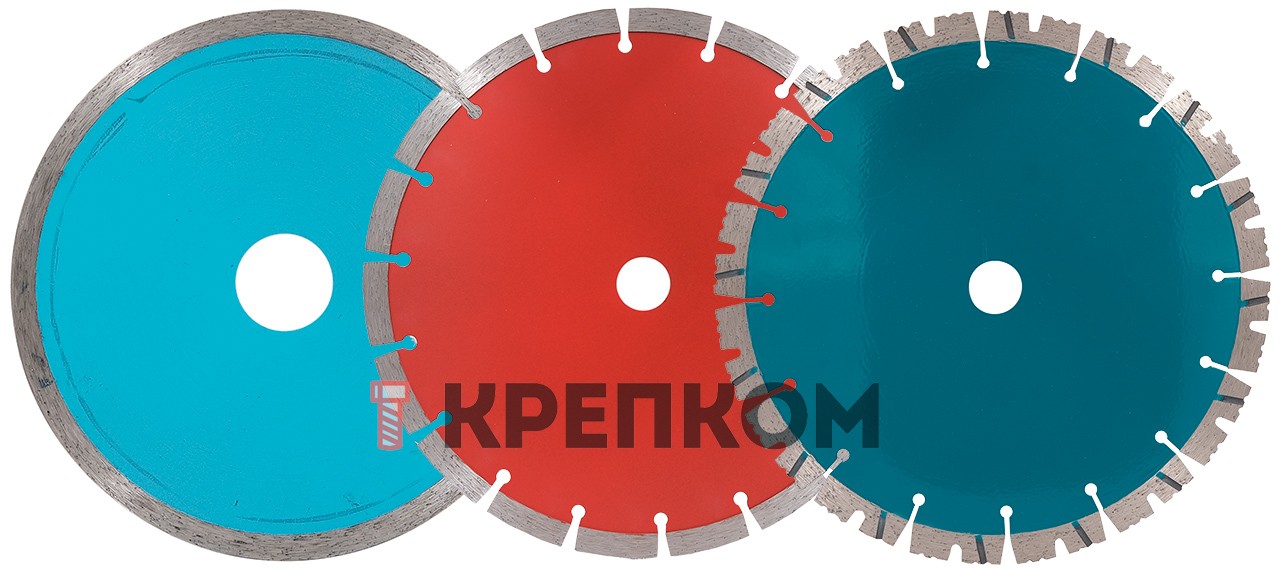
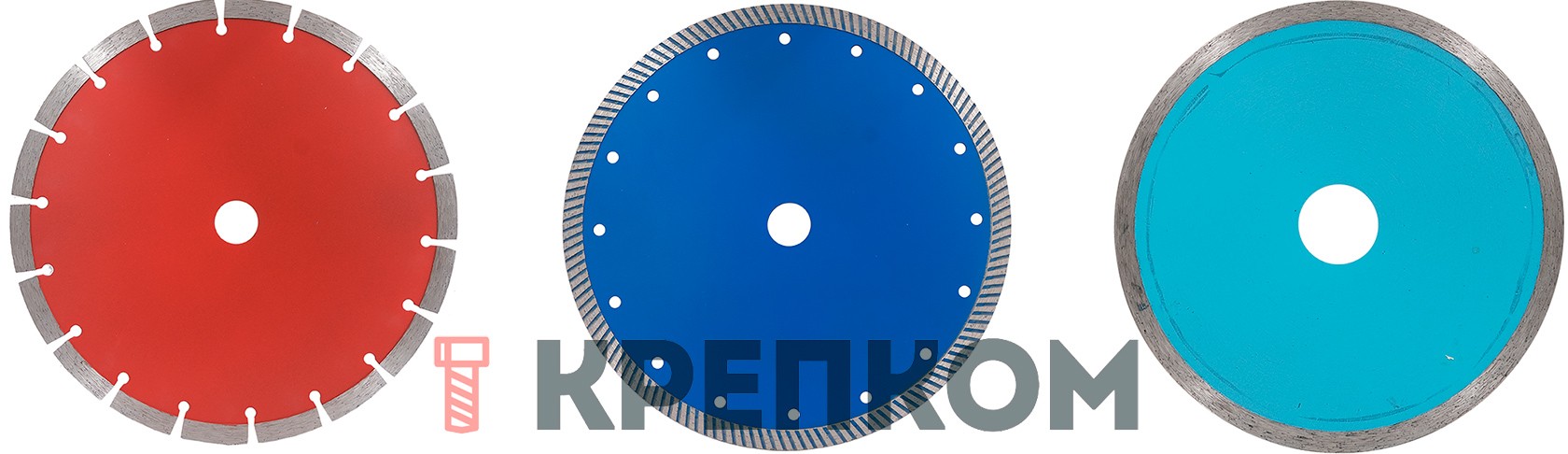
Три базовых типа алмазных дисков — выбор по геометрии
Существует множество конструкций отрезных кругов, каждый из которых тщательно спроектирован, чтобы обеспечить возможность резки, долговечность и безопасность. Когда вы делаете правильный выбор с учетом специфики работы, типа оборудования и материала, вы обеспечиваете максимальную производительность и максимальный возврат инвестиций.
Сегментированный обод – черновая, быстрая резка

Турбо-обод – чистая, точная и плавная резка
Непрерывная кромка — самая чистая и точная резка

Сегментированный обод режет быстро, но грубо. Он подходит для каменной кладки и бетона, но его не следует использовать с чем-то деликатным, например, с плиткой, так как он оставит не гладкие срезы и сколы. Оптимизирован для работы в сухом и мокром режиме.
Обод Turbo также режет быстро, но качество и точность резов более высокое. Наличие канавок на режущем слое и вентиляционных отверстий на корпусе позволяют работать не только с водяным охлаждением, но и без. Применяется для работ по бетону, камню, кирпичу.
Сплошной обод режет медленнее, но аккуратно и чисто. Используется только во влажном режиме, поскольку не имеет отверстий для отвода тепла. Сплошной диск идеально подходит для таких материалов, как мрамор, фарфор, гранит и керамика.
Какую скорость вращения выбрать
Некоторые пользователи считают, что чем выше скорость вращения шпинделя инструмента, тем выше производительность резки. Каждый алмазный диск работает в определенном диапазоне скоростей. Эксплуатация за пределами эффективного диапазона, как правило, приводит к значительному перегреву, повреждению режущей кромки, отрыву сегментов, излому корпуса и потенциально может привести к серьезной травме оператора.

Значения максимальной скорости
Скорость вращения варьируется в зависимости от наружного диаметра диска, твердости и абразивности разрезаемого материала, используемого оборудования и способа охлаждения.
Как правило, более высокие скорости рекомендуются для отрезных полотен малого диаметра и более мягкого материала, в то время как для полотен большого диаметра и более твердого материала требуются более низкие обороты.
Максимально возможные скорости резания для каждого конкретного полотна обычно указаны в маркировке на его лицевой стороне:
Большинство алмазных дисков должны работать со скоростью от 3000 до 8000 оборотов в минуту. Оператору необходимо убедиться, что скорость вращения вала используемого режущего оборудования (угловой шлифовальной машины, плиткореза, станка) находится в пределах максимально безопасного диапазона скоростей.
Более твердые, менее абразивные материалы требуют более медленной скорости вращения вала. Мягкие, более абразивные материалы требуют более высокой скорости вращения вала.
Таблица. Диапазон рабочих скоростей алмазного диска в зависимости от диаметра
Для алмазной резки бетона, кирпича, известняка оптимальный диапазон оборотов в минуту составляет ±10% от скорости, указанной в таблице.
Для твердых и плотных материалов оптимальная скорость вращения на 10-25% меньше скорости, указанной в таблице.
Каменную резку можно начинать только после того как, алмазный круг достигнет допустимой рабочей скорости вращения.
Не применяйте чрезмерную силу подачи к алмазному диску
Часто малоопытные операторы полагают, что чем выше усилие подачи, тем производительнее резание. На самом деле скорость действительно возрастает, но до определенного момента, после чего процесс замедляется, и оснастка выходит из строя. Разочарованный мастер видит причину в низком качестве отрезного диска или в недостаточной мощности станка, хотя в большинстве случаев виной всему стало чрезмерное усилие подачи.
При резке строительных материалов алмазными кругами важно применять легкое или среднее усилие подачи. Особенно важно минимизировать давление в самом начале реза, пока отрезной диск не начал резать с указанной скоростью.
Увеличение силы нажима не поможет сделать работу быстрее, а только приведет к перегрузке и перегреву оснастки. Излишнее усилие подачи быстро притупляет кристаллы, стирает металлическую связку и приводит к затуплению («засаливанию») режущей части.
Кроме того, чрезмерное давление резания создает напряжения в стальном круге, что приводит к его искривлению и даже растрескиванию, а также перекосу и заклиниванию в пропиле.
Если вы видите темные «пригары» в районе сегментов, значит, вы используете слишком высокую скорость резания или прилагаете слишком большое давление. С ручными машинами используйте мягкое возвратно-поступательное движение и избегайте слишком глубокой резки за один проход. Прислушайтесь к звуку двигателя и плавному режущему звуку алмазного диска, чтобы определить наилучшие условия эксплуатации.
Стоит отметить, что выбор усилия нажима, как и скорости вращения, зависит от обрабатываемого материала. Как правило, мягкий пористый камень, такой как известняк и бетон, можно быстро резать и с меньшим давлением, чем плотный твердый природный камень или глазурованный фарфор.
Какая глубина резания вам нужна?
Два параметра, о которых вам нужно знать, прежде чем купить алмазный диск, это максимальная и фактическая глубина резания.
Важно понимать разницу между этими двумя глубинами, чтобы ваш диск и оборудование могли справиться с поставленной задачей.
Мокрая или сухая алмазная резка – как принять решение?
Существует два способа резки алмазными дисками: влажный и сухой. У обоих способов есть свои плюсы и минусы.
Особенности сухой резки
Для сухой резки предназначены специальные алмазные диски, способные выдерживать большие тепловые нагрузки. Чаще всего они используется с ручным оборудованием малой мощности. Их охлаждает окружающий воздух, поэтому они должны работать с перерывами через каждые 25-30 секунд, а в промежутках между резами на 5-10 секунд им позволяют свободно вращаться, чтобы увеличить поток воздуха.

Особенности мокрой резки
При мокрой резке используются алмазные круги, охлаждаемые водой в процессе работы, а это значит, что они могут резать дольше без перегрева. Вода распыляется прямо на режущую поверхность. Влажный способ идеален, когда оператору необходимо резать в течение более длительного времени или получить чистый и точный рез. Влажная резка может снизить риск воздействия пыли на дыхательные пути, превращая бетонную пыль в суспензию.

Какой способ резки следует использовать?
Сухорезы, как правило, лучше подходят для использования в помещении, когда рабочая зона должна оставаться сухой, а также для площадок с ограниченным доступом к воде. Хотя вода и избавляет от пыли, но усложняет работу. Однако мокрорезы можно использовать для более толстых материалов и работ, требующих постоянной, а не прерывистой резки.
Диски мокрой резки используют для плитки, железобетона, кирпича и каменной кладки. Они позволяют выполнять длинные и чистые резы, потому что менее подвержены перегреву или износу лезвия. Если поражение электрическим током представляет потенциальную опасность, рассмотрите диски для сухой резки.
Диски для сухой резки можно охлаждать водой для большей долговечности и лучшего качества реза, но диски для влажной резки нельзя использовать без воды!
Каковы преимущества использования алмазного диска?
Базовые типы дисков
Алмазный диск может предложить самый безопасный, быстрый и эффективный способ резки строительных материалов, от гранита до асфальта. При правильном выборе и использовании они служат дольше, чем другие отрезные круги, и обеспечивают пользователям более высокую производительность и качество реза.
Опыт работы с определенным материалом позволяет мастеру оптимизировать процесс резки с учетом всех факторов, рассмотренных выше. Новым пользователям лучше использовать алмазные диски с более толстым пропилом, применяя более низкие скорости, более низкое давление и большое количество охлаждающей жидкости. До тех пор, пока они не смогут накопить свой опыт практического использования конкретного алмазного диска. Это сведет к минимуму риск поломки оснастки и материального ущерба.
Сверление, бурение, резка
Инженер-технолог-строитель. Более 10 лет в сфере технического копирайтинга.
Нажмите, чтобы поставить оценку
Шестигранные гайки со сферическим гнездом для фиксации наклонных поверхностей
Сферические шайбы для зажима непараллельных поверхностей
Сталь/нержавеющая сталь, в том числе и AISI 316 (A4), с наружной/внутренней резьбой
Комбинированные шайбы с подвижной поверхностью для непараллельных поверхностей, угол отклонения до 4°
Сферические выравнивающие шайбы совместимые с GN 350/350.1/350.2/350.5
Сталь/нержавеющая сталь, угол отклонения до 4°
Шайбы/выравнивающие диски из нержавеющей стали
Крепежные болты с плечом шарикового типа для компенсации неточности расстояния между отверстиями
Сталь, цилиндрическая/сглаженная формы
Комплекты выравнивания под болты длинной версии исполнения
Сталь/нержавеющая сталь, с контргайкой/без
Комплекты выравнивания под болты короткой версии исполнения
Комплекты для выравнивания со сферической шайбой, без контргайки
Выравнивающие комплекты со сферической шайбой и контргайкой
Опорные выравнивающие комплекты для коррекции угла наклона
Подкладные опоры со штырем для сглаженной конструкции и фиксации деталей
Сталь, низкий/высокий тип, усеченный/цилиндрический тип
Подкладные опорно-упорные ножки со штырем
Зажимы для точной центровки отверстий
Сталь, с зажимными шариками/зажимными сегментами
Клиновые зажимы с возвратной пружиной
Сталь, гладкая/с крепежной резьбой/с насечкой/с призматическими захватами зажимные поверхности
Опускающиеся пластины для клиновых зажимов GN 920.1
Устройства для зажима вала
Торцевые ключи для устройств зажима вала GN 928
Регулировочные элементы выравнивания поверхностей по уровню, высокие нагрузки
Сталь чернение/нержавеющая сталь
Монтажные инструменты для регулировочных элементов GN 355/355.2
Сталь чернение, упрочненная поверхность
Встраиваемые регулировочные элементы для выравнивания горизонтали сопряженных поверхностей, высокие нагрузки
Читать новости о новой Ниве
 Нива с салоном от Mercedes S-Class W222: сказано — сделано
Нива с салоном от Mercedes S-Class W222: сказано — сделано Главная пара переднего редуктора нива шевроле
Главная пара переднего редуктора нива шевроле Не срабатывает реле бензонасоса при включении зажигания
Не срабатывает реле бензонасоса при включении зажигания Как произвести замену цилиндра сцепления на Шевроле Нива
Как произвести замену цилиндра сцепления на Шевроле Нива «Прекращение зажигания не вызывает резкой остановки двигателя, что требует выяснения конкретных факторов, препятствующих остановке двигателя ВАЗ 2112»
«Прекращение зажигания не вызывает резкой остановки двигателя, что требует выяснения конкретных факторов, препятствующих остановке двигателя ВАЗ 2112» УСТРОЙСТВО ДОМКРАТА РАЗНЫХ ТИПОВ
УСТРОЙСТВО ДОМКРАТА РАЗНЫХ ТИПОВ- Ремонт сидений автомобиля в сочи
 Замена рулевых тяг автомобиля Нива ВАЗ-21213
Замена рулевых тяг автомобиля Нива ВАЗ-21213