Термостойкая коническая заглушка для защиты внутренней резьбы M3-M4, выдерживает до 177 °C, цвет черный – TRE4,8
В 1 упаковке: 1 000 шт
Получить бесплатные образцы
Нажмите, чтобы добавить в корзину бесплатные образцы.
После оформления заказа менеджер свяжется с вами и уточнит их цвет и количество.
Только для юр. лиц.
Термостойкие заглушки TRE4,8 соответствуют международным стандартам резьбы:
M3-4
GAS/BSP
UNF/JIC
Изготовлены из пластика EPDM и выдерживают нагревание до 177 градусов по Цельсию.
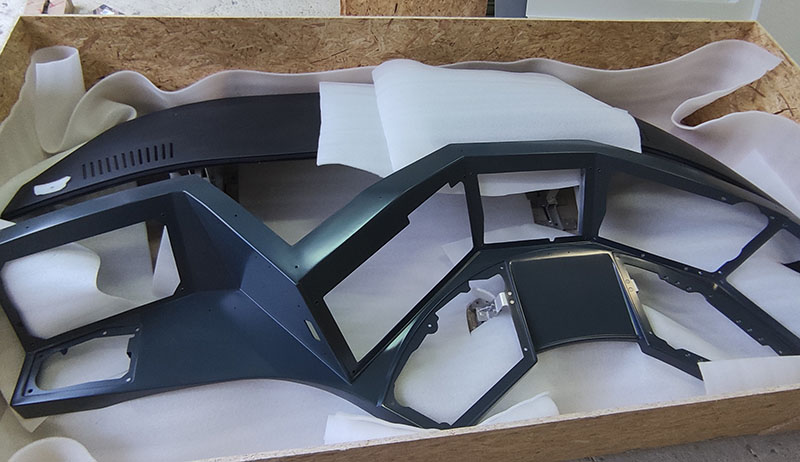
Такие пробки часто используют при порошковой покраске под высокой температурой. Они защищают любое техническое отверстие и резьбу от окрашивания. Цвет заглушек: черный.
В наличии 0 шт. В пути 0 шт.
Оптовая цена: 4,60 р. (от 10’000 шт.)
В упаковке 1000 шт.
Пункты выдачи в Санкт-Петербурге
Пункты выдачи и постаматы
Стоимость доставки Миниворкс
Зона 1 – 200 рублей
Зона 2 – 250 рублей
Зона 3 – 300 рублей
Зона 4 – 400 рублей
Зона 5 – 500 рублей
Привезем к Вам домой или заберете сами. Стоимость включим в
счет, а крупные заказы привезем бесплатно!
Автоматическое зачисление средств в течение 5–10 минут. Совершить оплату можно
с карт Visa, Visa Electron, MasterCard, Maestro, Eurocard и МИР.
Вы можете оплатить заказ наличными на нашем складе
при получении.
На основании заказа вам будет оформлен резерв и по нему выставлен счет. В
течение 3-х рабочих дней вы можете оплатить счет и после этого получить
зарезервированный товар выбранным вами способом. Ваш заказ будет действителен
после оплаты в течение 5 рабочих дней.
Наши клиенты или очень заняты, или в поисках Музы.
Пока они не успели оставить отзыв на данный товар.
Будьте первым и получите бонус!
Для начисления баллов необходимо
Спасибо за ваш отзыв!
Мы опубликуем его после модерации.
Окрашивание металлических изделий и конструкций является важной частью их обработки, позволяющей улучшить их внешний вид, защитить от коррозии и придать дополнительные функциональные свойства. В данной статье мы рассмотрим различные технологии окрашивания металла, его преимущества и применение в различных отраслях промышленности.
Процесс окрашивания металлических изделий начинается с подготовки поверхности. Это включает удаление ржавчины, старой краски, жира и других загрязнений с помощью специальных средств и инструментов, таких как шлифовальные машины, струйная обработка или химическая очистка. Затем поверхность металла обрабатывается для обеспечения хорошей адгезии краски. Это может включать использование грунтовки или специальных химических препаратов.

Существует несколько технологий окрашивания металлических изделий, каждая из которых имеет свои особенности и преимущества.
Вне зависимости от выбранной технологии окрашивания, окрашенные металлические изделия и конструкции получают ряд преимуществ. Во-первых, окрашивание придает продукту эстетическую привлекательность, позволяя создать разнообразные дизайнерские решения и соответствовать индивидуальным предпочтениям заказчика. Во-вторых, окрашенное покрытие служит защитой от коррозии и воздействия внешней среды, такой как ультрафиолетовое излучение, атмосферные осадки и химические вещества. Это увеличивает срок службы металлических изделий и конструкций и снижает необходимость в их ремонте и замене.
Применение окрашенных металлических изделий и конструкций разнообразно. В строительной отрасли окрашенные металлические элементы используются для создания фасадов зданий, крыш, ограждений, дверей и оконных конструкций. В автомобильной промышленности окрашенные металлические детали придают автомобилю эст
Окрашивание металлических изделий и конструкций также широко применяется в машиностроении, производстве бытовой техники, электронике, мебельной и декоративной промышленности. Окрашенные металлические изделия находят применение в производстве санитарно-технического оборудования, спортивных снарядов, игровых площадок, садовой мебели и многих других областях.

Кроме декоративных и защитных свойств, окрашивание металлических изделий может также предоставлять функциональные преимущества. Например, использование специальных красок с термоизоляционными свойствами может улучшить энергетическую эффективность зданий или оборудования. Краски с антибактериальными свойствами могут быть применены в медицинских учреждениях или пищевой промышленности для предотвращения распространения бактерий и обеспечения гигиены.
Однако при окрашивании металлических изделий и конструкций следует учитывать ряд важных аспектов. Во-первых, выбор правильной краски и технологии окрашивания должен быть основан на требованиях к конечному продукту, его функциональности, эксплуатационным условиям и бюджету. Во-вторых, необходимо соблюдать правила безопасности и использовать соответствующие защитные средства при работе с красками и растворителями.
В заключение, окрашивание металлических изделий и конструкций является важной технологией, которая позволяет улучшить их внешний вид, защитить от коррозии и придать дополнительные функциональные свойства. С разнообразием доступных технологий и широким спектром красок, окрашенные металлические изделия находят применение в различных отраслях промышленности, обеспечивая эстетическое, защитное и функциональное решение для множества приложений.

Металлоконструкции популярны в индивидуальном строительстве благодаря прочности и удобству монтажа: винтовые сваи для фундаментов, каркасы для ограждений и навесов, евроштакетник и профлист и для обшивки — и многие из этих изделий защищены от коррозии порошковым покрытием.
Чем отличается порошковая покраска от других способов антикоррозийной обработки? Приверженцы каждого из них готовы видеть минусы в полимерном покрытии по принципу «всяк кулик свое болото хвалит». Давайте попробуем разобраться объективно, оставив в стороне вечное противостояние рекламного оптимизма и предвзятости умудренных своим опытом соседей.
Порошковое покрытие плохо защищает от коррозии?
Как правило, этот тезис звучит при сравнении порошковой покраски с традиционной технологией оцинковки, при которой цинк создает плотный самовосстанавливающийся слой на поверхности стали. Порошковое покрытие не уступает по прочности и надежности цинку благодаря технологии напыления и полимеризации.
Нанесение порошкообразного полимера на поверхность металлоизделий производится в специальной камере с электростатическим полем. Наэлектризованные частицы краски притягиваются металлом с противоположным зарядом и оседают равномерным слоем. Затем при нагреве в печи до 180 °С частички расплавляются и вступают в реакцию полимеризации, образуя пленку с прочными молекулярными связями. Такая пленка устойчива к разрывам и надежно препятствует взаимодействию металла с кислородом и образованию ржавчины.
Порошковая покраска быстро осыпается?
Это не так. Помимо того, что слой полимера крепок сам по себе, технология его нанесения предполагает плотное прилегание и сцепление с поверхностью металла. Перед покраской изделие тщательно очищается, обезжиривается и грунтуется, что предотвращает отслаивание и нарушение целостности.
Полимер устойчив к перепадам температуры и готов к эксплуатации в диапазоне от +130 °С до -60 °С без разрушения. Порошковое покрытие отличается стойкостью к воздействию влаги и агрессивных сред: масел, щелочей, кислот.

Порошковое покрытие неэстетично выглядит и быстро выцветает?
Яркость и насыщенность цвета зависит от толщины нанесения. Возможно, тонкое однослойное покрытие не всем кажется достаточно выразительным — в таком случае можно подобрать более плотный визуально эффектный вариант того же оттенка.
Более того, по сравнению с окрашиванием жидкой эмалью, порошковая покраска не образует наплывов, потеков и неравномерного прокрашивания.
Помимо широкой палитры цветов, порошковое покрытие предоставляет большой выбор фактур: матовое, глянцевое, мелкозернистое муаровое, рельефное шагреневое, «состаренное» под антик.
Красящие пигменты в составе полимера получают защиту от ультрафиолетового воздействия и не теряют изначальной интенсивности в течение всего срока службы.
Как и все краски, порошковая пожароопасна и токсична?
Порошковая краска создается на основе твердых смол, безопасных для человека и животных. В ее составе не используются потенциально опасные свинец и хроматы. Процедура нанесения покрытия не требует применения растворителей и летучих горючих элементов, что повышает пожаробезопасность. Стоит отметить, что потребитель получает изделие с уже готовым покрытием, когда активные процессы уже завершены и полимер не выделяет компонентов в атмосферу — и таким образом избавлен от запахов и вдыхания вредных веществ.
Порошковое покрытие дорого и невыгодно?
По сравнению с традиционными ЛКМ порошковая покраска имеет более высокую стоимость в моменте нанесения. Однако дальнейшая эксплуатация показывает, что расходы на обновление и поддержание рабочего состояния лакокрасочного покрытия сводят эту единовременную экономию к нулю.
Учитывайте, что на стоимость влияет цвет: белые и черные варианты покрытия дешевле, а чем сложнее оттенок по стандарту RAL, тем выше цена. Если вы заказываете антикоррозийную защиту металлических изделий, важно знать, что расход порошковой краски будет в 2,5 раза меньше наносимых кистью, валиком или краскопультом аналогов. Это происходит благодаря технологии, улавливающей не попавшие на металл частицы порошка и возвращающей их для повторного напыления с потерями менее 5%.
График работы
дорога на Петро-Славянку, 5К
Коррозия представляет процесс изменения и ухудшения структуры металла под воздействием окружающей среды. Внешне она проявляется в виде патины, ржавчины, раковин или рыхлого налета. Как бы там ни было — все это приводит к уменьшению слоя чистого материала, снижению прочности изделия и ухудшению его внешнего вида. Коррозия может протекать быстро и медленно в зависимости от вида металла и концентрации поражающих факторов. Как прочность цепи определяется самым слабым звеном, так и надежность механизмов зависит от состояния соединяющих их детали резьбовых приспособлений.
Как защитить крепёж от коррозии?
Частью каждого проекта, независимо от его спецификации и масштаба, являются резьбовые соединения. Они практичнее, надежнее, дешевле и удобнее в монтаже, чем остальные виды крепежа. Обязательный этап — это выбор технологии защиты метизов от коррозии. История знает немало случаев, когда из-за ржавых ослабевших болтов происходили катастрофические разрушения оборудования и различных объектов.
Сегодня существует множество способов защиты металла от коррозии, различающихся по способам, составам и технологии. Наиболее эффективным признано нанесение на поверхность метизов покрытий, создающих барьер между металлом и агрессивными веществами, присутствующими во внешней среде. Защитные слои наносятся различными способами, каждый из них имеет свои особенности, достоинства и недостатки.
Маркировка покрытий для изделий резьбовых соединений
В мире действует несколько систем, регламентирующих типы и обозначение способов защиты металла от коррозии. В России принята нормативная база в соответствии с ГОСТ 9.306-85. В сборнике содержатся условные обозначения, состоящие из наборов букв и цифр. По ним легко расшифровать применяемую при изготовлении технологию и определиться с выбором.
Сегодня действует такая спецификация с цифровыми и буквенными обозначениями:
При нанесении различных покрытий используются определенные методики и сочетания химических элементов. Столь широкий набор технологий обоснован повышенными требованиями различных отраслей промышленности, формирующих современную экономику.
Виды антикоррозийных покрытий крепежа
В современном производстве существует множество методик создания защитного слоя на поверхности изделий для резьбового соединения.
Наиболее распространены такие способы:
Тип покрытия определяется по таблицам с условными обозначениями. Более расширенные справочники содержат информацию о его свойствах и рекомендованных сферах применения. На основе имеющихся данных можно принимать решение о вариантах и возможностях использования изделий с тем или иным покрытием.
Определение параметров покрытия по маркировке
Полная информация относительно комплектующих деталей резьбовых соединений (болтов, винтов и гаек) прописана в ГОСТ 1759.0-87, 18126-94. Состав материала указывается в буквах и числах, а толщина прописывается в микронах.
Купить крепежные изделия высокого качества, от проверенных производителей и с гарантией можно в нашем магазине Оникс.
Магазин крепежа Оникс осуществляет следующие услуги по покрытию крепежа:
Для большей информации по покрытию крепежа вы всегда можете обратиться к нашим менеджерам, которые предоставят грамотную консультацию, ответят на ваши вопросы, а также помогут с оформлением заказа и доставки.
Покрытия крепежных изделий

Виды покрытий, достоинства и недостатки различных покрытий, рекомендации по выбору вида покрытия для крепежа.
Покрытие на крепеж наносится с целью увеличить его защищенность от условий внешней среды. Процесс разрушения стали под воздействием условий внешней среды называется коррозией.
Некоторые виды покрытия наносят не только для дополнительной защиты изделия, но и для придания изделиям декоративного вида или создания специальных поверхностных свойств. Покрытия могут быть:
Защитные свойства покрытий зависят от вида взаимодействия материалов покрытий и материала детали.
Различаются две разновидности способов защиты – механический и электрохимический.
Механическая защита достигается за счет изолирования материала от внешней среды и эффективна только при отсутствии пор, задиров и др. повреждений покрытия.
Электрохимическая защита обеспечивается в том случае, если материал покрытия является анодным по отношению к защищаемому материалу и не зависит от пористости.
Основным видом коррозии металлов является электрохимическая, возникающая в зоне контакта двух металлов, имеющих разный электрохимический потенциал. Возникающая при наличии влаги гальваническая пара приводит к постепенному растворению металла имеющего меньший потенциал. Покрытия, выполненные из материала, потенциал которого в данных условиях более отрицателен чем потенциал защищаемого металла, называются анодными.
Анодными покрытиями для железа и его сплавов (сталь, чугун) являются покрытия из магния, алюминия, цинка, хрома. Такие покрытия при наличии пор и задиров разрушаются сами, а защищаемый металл нет.
Катодными называются покрытия, у которых потенциал более положителен, чем у защищаемого металла, для стали такими покрытиями будут: медное, никелевое, оловянное, свинцовое, серебряное, золотое. Анодные покрытия обеспечивают как механическую, так и электрохимическую защиту, а катодные только механическую.
– самое распространенное антикоррозионное покрытие хорошо (анодно) защищает сталь в атмосферных условиях и в пресной воде при нормальных и низких температурах, но при высоких температурах, в агрессивных средах его потенциал меняется в сторону увеличения и может превысить потенциал железа.
и — это цинковое покрытие с определенной пассивацией. У черного цинка коррозионная стойкость, чуть меньше чем у желтого цинка. По сложившейся практике, можно уверенно сказать. что коррозионная стойкость желтого цинка несущественно выше чем у черного и выбор покупателя чаще зависит от необходимости использовать крепеж определенного цвета, нежели от его антикоррозионных свойств.

Цинковые покрытия с желтым хроматированием
Защитные свойства цинковых покрытий значительно усиливаются при обработке оцинкованных изделий в пассивирующих растворах. Практически весь гальванический цинк проходит такую обработку. Существует большое разнообразие конверсионных пленок на цинковых покрытиях: бесцветные, радужные (жёлтые), оливковые, черные, которые отличаются не только внешним видом, но и коррозионной стойкостью.
Обработка цинковых покрытий в растворах, содержащих соединения хрома (VI) получила название хроматной пассивации или т.н. жёлтого хроматирования., т.к. в состав образующихся конверсионных слоев входят хроматы — соли хромовой кислоты. Толщина конверсионного слоя составляет порядка 0,5 мкм.
К достоинствам жёлтого хроматирования следует отнести высокую коррозионную стойкость конверсионных слоев и способность к «самозалечиванию» плёнки после механических повреждений.
Гальванические цинковые покрытия с жёлтым хроматированием, изготовленные в соответствии с требованиями стандарта ISO 4042, при жёстких климатических испытаниях в морском соляном тумане (по стандарту ISO 9227) выдерживают 72 часа до наступления коррозии цинка и 120 часов до наступления коррозии стали. В сравнении с этим гальванические цинковые покрытия без пассивации или с бесцветной пассивацией выдерживают всего 24 часа до наступления коррозии цинка и 72 часа до наступления коррозии стали.
Таким образом, у гальванических цинковых покрытий с жёлтым хроматированием коррозионная стойкость и долговечность в 2,5 – 3 раза выше, чем у гальванических цинковых покрытий без пассивации или с бесцветной пассивацией.

Следует помнить, что не всякое анодное покрытие и не во всех случаях оказывается удовлетворительным, т.к. оно само также не должно слишком быстро разрушаться. Так, например, цинковое покрытие, широко применяемое для защиты от коррозии в средних географических широтах, оказывается нестойким в тропическом климате. Причиной этого служит интенсивное растворение и смывание водой и влагой воздуха слоя солей цинка, образующегося на поверхности при коррозии. В результате этого происходит обнажение глубинных слоев металла, и скорость коррозии не замедляется.
Рассмотрим особенности и способы применения наиболее распространенных видов покрытий крепежных изделий.
Для крепежных изделий применяются следующие виды покрытий:
Из металлических покрытий в мировой практике наиболее широко в мировой практике применяются цинковые. Их широкое применение для защиты стальных и чугунных изделий обусловлено в основном двумя причинами. Первая – высокая природная стойкость самого цинка вследствие образования на цинке в коррозионной среде защитных пленок из продуктов коррозии, вторая – высокая анодность защиты при температуре до 70°С. При более высоких температурах цинк защищает сталь только механически. Защитные свойства цинковых покрытий определяется как их толщиной, так методом их нанесения.
Кроме того, при электролитическом цинковании происходит наводороживание и как следствие охрупчивание основного защищаемого металла.
Оба метода являются экологически вредными, и перед производителями постоянно стоит проблема утилизации отходов. Всех недостатков лишен метод — шерердизации, применяемый, к сожалению, производителями крепежа пока достаточно редко.
Для повышения коррозионной и механической стойкости цинковые покрытия часто подвергают хроматированию (пассивированию) или фосфатированию. Для желтого (хроматного) пассивирования оцинкованные изделия погружают в растворы хромовой кислоты или ее солей. Образующаяся хроматная пленка представляет собой соединения хрома и цинка, защитные свойства которой практически не изменяются даже при наличии на ней механических повреждений (царапин, рисок и т.п.). После хроматного пассивирования покрытия приобретает желтую или зеленовато-желтую окраску с радужным оттенком. Фосфатирование цинковых покрытий применяется на крепежных изделиях редко в основном при необходимости их последующего окрашивания.
крепежных изделий производится редко. Кадмий и его соединения очень токсичны, и во многих странах кадмирование запрещено. Цвет, механическая прочность и ряд других показателей кадмиевых покрытий близки к цинковым. Покрытия кадмием также могут подвергаться хроматированию и фосфатированию. Защитные свойства кадмиевых покрытий в обычных условия ниже цинковых, но в морских условиях и при сильной конденсации водяного пара такие покрытия применяются и поныне.
является катодным по отношению к стали и защищает ее только механически. Для никелирования крепежных деталей применяют колокольные ванны или ванны с вращающимися барабанами с электролитом, основным компонентом которого является сернокислый никель. Никелевые покрытия имеют привлекательный декоративный вид (хотя со временем тускнеют), но снижают механические свойства стали и имеют малую коррозионную стойкость. В этой связи никелированные крепежные изделия – редкость, хотя и используется например в мебельной промышленности.
Так же крайне редко применяется для крепежных изделий хромирование, которое, имея высоэстетичный вид, почти вдвое снижает предел выносливости покрытой им стали без специальных операций предварительной подготовки металла. Хроматирование применяется либо как декоративное, либо как износостойкое, в связи с низким коэффициентом трения хрома. Для декоративных целей также может применяться на крепежных изделиях латунирование, в частности для деталей мебельного крепежа (шурупы, винтовые стяжки и др.), антикоррозионные свойства которого крайне низки.
Среди неметаллических покрытий для крепежных изделий (в том числе стальных шурупов) широко применяются оксидирование и фосфатирование.
используется для стальных изделий, не требующих декоративного вида, и заключается в обработке последних специальным химическим составом (соль Мажеф), в результате которой на поверхности стали образуется фосфатная пленка (фосфат железа) с высокими защитными свойствами. В зависимости от качества подготовки поверхности детали пленка может иметь разную кристаллическую структуру. Наиболее высокими защитными свойствами обладают мелкокристаллические пленки. Фосфатная пленка очень хорошо связана с основным защищаемым металлом (на молекулярном уровне), обладаем отличной адгезией лакокрасочных и др. покрытий (хорошо окрашивается), имеет высокую маслоемкость.
Дополнительная обработка повышает защитные свойства фосфатных пленок. Такая обработка производится в растворах хрома, промасливанием, гидрофобизированием или окраской. Промасливание обычно производится веретенным или авиационным маслом при температуре 100 °С, при этом существенно повышаются антикоррозионные и антифрикционные свойства детали.
заключается в формировании на поверхности изделия или детали пленки окислов. Оксидное покрытия по многим свойствам (антикоррозионным, адгезионным, мослоемким) близко к фосфатному. Цвет стального изделия после оксидирования в зависимости от режима процесса меняется от темно-серого до блестяще-черного.
-практически все крепежные изделия могут окрашиваться всеми распространенными красками, хотя качество адгезии может оказаться различным в зависимости от типа покрытия крепежа, вида краски, степени загрязненности окрашиваемого изделия и т.д.
Среди шурупов, которые изготавливаются и предлагаются потребителю в окрашенном виде следует выделить кровельные саморезы, окраска которых должна сочетаться с цветом кровли и отвечать условиям высокой атмосферостойкости. Для окрашивания кровельных саморезов в настоящее время используются порошковые краски, которые наилучшим образом отвечают предъявляемым к окраске требованиям.
– экологически чистая, безотходная технология получения высококачественных декоративных и декоративно-защитных полимерных покрытий. Покрытие формируют из полимерных порошков, которые наносят на окрашиваемую поверхность изделия. Затем изделие нагревают и выдерживают при заданной температуре несколько минут. Из-за относительно высокой температуры полимеризации окрашивают в основном металл и стекло. Последнее десятилетие происходит быстрое проникновение технологии порошкового окрашивания в сферы традиционных способов нанесения лакокрасочных покрытий. В мире сегодня окрашивают с использованием этой технологии примерно 15 % всех изделий подлежащих окраске, и это число увеличивается.
Для удобства производителей и потребителей цвета саморезов кодируются по одной из существующих систем обозначения цвета.
В мире существует несколько систем обозначения цветовых оттенков. Одной из распространенный в России систем является система цветов финской фирмы Rannila (RR), специализирующейся на производстве металлочерепицы и других кровельных материалов.
В связи со специализацией фирмы номенклатура известной системы RR сравнительно невелика. Более мощной и универсальной системой обозначений цветовых оттенков является система RAL. Ее разработал Немецкий Институт Гарантий Качества и Сертификации RAL. В 1927 году институт установил стандарт на цветовое пространство, разделив его на диапазоны и обозначив каждый цвет четырехзначным цифровым индексом, понятным разным областям промышленности. С тех пор по мере появления новых красителей стандарт неоднократно расширялся.
Покрытие Dacromet.
Цинконаполненные покрытия под названием «Dacromet 320» (Дакромет 320) были разработаны фирмой «Diamond Shamrock Corp.» (США), как способ защиты от коррозии стальных деталей, в основном крепежа. Покрытие наносится методом погружения деталей в суспензию цинковых частиц в водном растворе органических и неорганических компонентов. После удаления излишков суспензии центрифугированием для окончательного формирования покрытия детали подвергаются ступенчатому нагреву, начиная с 80°С и до завершающей температуры 300°С.
Особенность покрытия «Дакромет 320» заключается в наличии цинковых частичек микронных размеров в виде хлопьев, предварительно обработанных в хроматном растворе и плотно связанных между собой неорганическим связующим. Толщина сухого покрытия составляет 8-10 мкм. Покрытие имеет серебристо-серый вид и, благодаря наличию в системе хроматов, обладает высокой коррозионной стойкостью — порядка 500 в нейтральном соляном тумане.
Известны и другие модификации покрытия «Дакромет», например, для покрытия листовой стали. Покрытия типа «Дакромет» известны также под названиями «Dacral», «Geomet» и другими – от производителя.
Дальнейшим развитием цинкнаполненных покрытий явились так называемые , не содержащие шестивалентного хрома. Система ламельного цинкового покрытия включает в себя базовый слой, состоящий из тонких алюминиевых и цинковых чешуек (ламелей) и, при необходимости, один или несколько дополнительных слоев, придающих покрытию специальные свойства: фрикционные, коррозионную и химическую стойкость, цвет и другие. Цинкламельные покрытия известны по названиям их разработчиков «Delta», «Geomet» и др.
наносят на предварительно подготовленную поверхность деталей путем окунания в высокодисперсную суспензию цинкового и алюминиевого порошков, имеющих форму чешуек, в связующем материале или ее напыления с последующим нагревом деталей до 240°С для сушки и отверждения. Сформировавшееся базовое покрытие содержит более 70 % цинкового и до 10 % алюминиевого порошка, а также связующий органический материал. Оно состоит из множества слоев алюминиевых и цинковых частиц толщиной менее микрометра и шириной около 10 мкм, расположенных параллельно друг другу и покрываемой поверхности, соединенных связующим компонентом. Малый размер частиц делает возможным наносить цинкламельные покрытия толщиной 4 – 8 мкм, которые применяют в автомобилестроении. Коррозионная стойкость покрытий свыше 700 часов в нейтральном соляном тумане. Более толстые покрытия применяют для нанесения на детали и элементы строительных конструкций.
Покрытие обладает электропроводящими свойствами, его более электроотрицательный потенциал по отношению к стали создает электрохимическую защиту в дополнение к барьерной.
Применение цинконаполненных покрытий не приводит к возникновению водородной хрупкости покрываемых сталей. Толщина покрытий на стали, как и в случае обычных цинковых покрытий, определяется любыми магнитными, магнитно-индукционными и другими подобными толщиномерами.
Термостойкая коническая заглушка для защиты внутренней резьбы M22-M24, UNF 7/8″, выдерживает до 177 °C, цвет черный – TRE23,8
В 1 упаковке: 200 шт
Термостойкие заглушки TRE23,8 соответствуют международным стандартам резьбы:
M22-24
GAS/BSP
UNF/JIC 7/8″
В наличии 272 шт. В пути 0 шт.
Оптовая цена: 86,30 р. (от 10’000 шт.)
В упаковке 200 шт.
Технология порошковой покраски металлических изделий
Порошковая покраска металла – это один из современных высокотехнологичных способов нанесения краски на металлические поверхности. Он заключается в нанесении порошкообразной смеси на заготовку и последующей термической обработке в специальной печи, где происходит плавление порошка и его превращение в равномерное покрытие.

Плюсы и минусы технологии
Среди основных преимуществ этого способа окрашивания металлических заготовок можно выделить:
Как и у любой другой технологии, у использования порошковой краски есть и ряд минусов
Существует несколько видов порошковых красок, в зависимости от их характеристик и сфер применения. Каждый вид обладает уникальным набором свойств, которые делают их подходящими для решения различных задач.
Эпоксидные
Это смеси на основе эпоксидных смол, обладающих высокой механической прочностью, хорошим уровнем химической стойкости и адгезии. Они также имеют высокую устойчивость к истиранию и коррозии, поэтому широко используются в производстве промышленного оборудования, трубопроводов и других объектов, которые подвергаются интенсивному износу.
Полиэфирные
Основа этих покрытий – полиэфирные смолы, которые обладают высокой устойчивостью к УФ-излучению и графитации. Они также имеют хорошие электрические свойства и применяются для обработки металлических и неметаллических поверхностей.
Полиуретановые
В них используются полиуретановые смолы, отличающиеся хорошей адгезией к металлам и неметаллическим поверхностям. Они также хорошо сопротивляются трению, ультрафиолетовому излучению и коррозии.
Термопластичные
В их производстве используются синтетические смолы, которые застывают при нагревании без образования химических связей. Они обладают высокой устойчивостью к химическим воздействиям и гораздо более экологически чисты, чем другие типы красок. Широко используются в автомобильной промышленности, а также в покрытиях для бытовых и промышленных изделий.
Металлики
Они содержат металлические пигменты, такие как алюминий, медь или бронза, которые дают покрытию металлический блеск. Пользуются популярностью для оформления поверхностей в декоративных целях.
Процесс работы
Процесс нанесения покрытия состоит из нескольких этапов.
В результате образуется долговечное, равномерное, яркое покрытие с хорошими антикоррозионными и защитными свойствами. Технология порошковой покраски – это эффективный и экологически чистый способ покрытия металла, который находит применение в самых разных сферах.
Услуга лазерной резки труб от Fodes Group
Фрезерный обрабатывающий центр с ЧПУ
Гибка проволоки на станке: преимущества и возможности технологии
Технология токарных работ по металлу
Читать новости о новой Ниве
 Замена поперечной тяги нива шевроле
Замена поперечной тяги нива шевроле Как снять бензобак на ниве 2121 — Автомобильный портал AutoMotoGid
Как снять бензобак на ниве 2121 — Автомобильный портал AutoMotoGid НИВА ИНТЕРНЕТ МАГАЗИН LADA 4 X 4 RU
НИВА ИНТЕРНЕТ МАГАЗИН LADA 4 X 4 RU Раскройте мощь автомобильного зверя «Нива»: полный обзор
Раскройте мощь автомобильного зверя «Нива»: полный обзор ГУЛ ПРИ ДВИЖЕНИИ НАКАТОМ НА ВЫСОКОЙ СКОРОСТИ И ШУМ ДВИЖЕНИЯ НАКАТОМ ПРИ ПОВОРОТЕ РУЛЯ
ГУЛ ПРИ ДВИЖЕНИИ НАКАТОМ НА ВЫСОКОЙ СКОРОСТИ И ШУМ ДВИЖЕНИЯ НАКАТОМ ПРИ ПОВОРОТЕ РУЛЯ Отвязка переднего моста нива 21213 своими руками
Отвязка переднего моста нива 21213 своими руками Какие доработки могут потребоваться для новой Lada Niva Travel
Какие доработки могут потребоваться для новой Lada Niva Travel Солекс 21073, сборка после разборки
Солекс 21073, сборка после разборки