Перед разборкой очищаем двигатель от грязи.


После снятия кронштейнов на их крепежные шпильки и резьбовые отверстия в блоке цилиндров монтируем плиту разборочного стенда и закрепляем двигатель на стенде. Снимаем сцепление (см. тут)
Снимаем маховик и крышку картера сцепления (см. тут).




Круглогубцами ослабляем хомут крепления к патрубку отводящей трубки радиатора отопителя шланга отвода охлаждающей жидкости от дроссельного узла (двигатель ВАЗ-21214) или от блока подогрева карбюратора (ВАЗ-21213).

Снимаем шланг с патрубка отводящей трубки.

Головкой «на 10» отворачиваем две гайки крепления фланца отводящей трубки радиатора отопителя к корпусу насоса охлаждающей жидкости.


На впрысковом двигателе демонтируем головку блока цилиндров в сборе с ресивером, впускной трубой и выпускным коллектором (см. тут).
На карбюраторном двигателе головку блока цилиндров снимаем в сборе с карбюратором, впускной трубой и выпускным коллектором (см. тут).
Снимаем маслоотделитель системы вентиляции картера, поддон картера и масляный насос (см. соответствующие разделы).
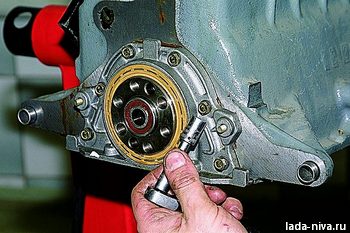
Головкой «на 10» отворачиваем шесть болтов крепления держателя заднего сальника коленчатого вала к блоку цилиндров.
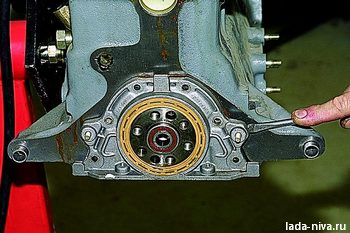

Из пазов держателя сальника извлекаем два специальных болта (с квадратными головками) крепления крышки картера сцепления.

Снимаем прокладку держателя заднего сальника.
Снимаем крышку привода распределительного вала, демонтируем цепь, звездочку коленчатого вала, валик привода масляного насоса, башмак натяжителя цепи (см. соответствующие разделы).
Накидным ключом «на 10» отворачиваем болт крепления кронштейна сливной трубки маслоотделителя системы вентиляции картера двигателя.


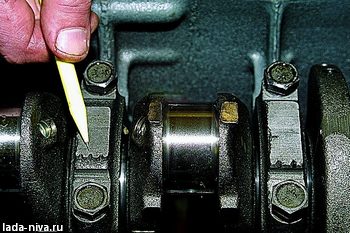
Головкой «на 14» отворачиваем две гайки крепления крышки шатуна (поршень при этом должен находиться в НМТ).



Вынимаем нижний вкладыш шатунного подшипника из крышки.

Опираясь на торцы стержней шатунных болтов, сдвигаем нижнюю головку шатуна с шатунной шейки коленчатого вала.


Вынимаем верхний вкладыш подшипника из головки шатуна.
Аналогичным образом извлекаем поршни с шатунами из других цилиндров.
Зажимаем шатун в тиски с накладками губок из мягкого металла.





Снимаем расширитель маслосъемного кольца.


Таким же образом вынимаем второе стопорное кольцо пальца.


Снимаем поршень с верхней головки шатуна.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр.
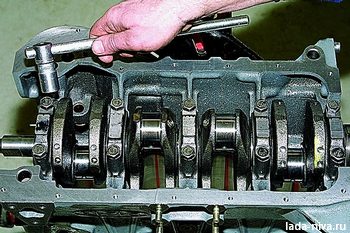
Головкой «на 17» отворачиваем два болта крепления крышки коренного подшипника коленчатого вала.

Снимаем крышку коренного подшипника.

Вынимаем из крышки нижний вкладыш коренного подшипника.
Таким же образом снимаем еще четыре крышки коренных подшипников.

Вынимаем коленчатый вал из блока цилиндров.
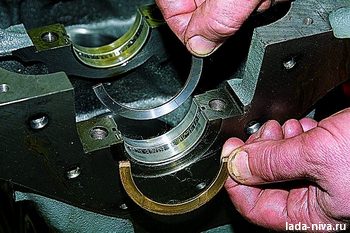
Вынимаем из проточек задней опоры блока цилиндров упорные полукольца.

Вынимаем из опор блока цилиндров верхние вкладыши коренных подшипников коленчатого вала.
После разборки двигателя тщательно промываем бензином и очищаем от нагара детали для проверки их технического состояния.

Схема измерения цилиндров: А и В — направления измерений; 1,2, 3 и 4 — номера поясов

Основные размеры блока цилиндров

см. так же размеры и маркировка шатунно-поршневой группы




Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек).

Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.

Вставляем в проточки пятой опоры упорные полукольца, смазанные моторным маслом.
С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).

Поверхности полуколец с антифрикционным покрытием (на них выполнены пазы) должны быть обращены к упорным поверхностям коленчатого вала.
Устанавливаем крышки коренных подшипников в соответствии с метками, нанесенными на их наружной поверхности (счет ведется со стороны привода распределительного вала).
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.

Затягиваем болты крепления крышек коренных подшипников предписанным моментом (см. тут).
Поршни к цилиндрам подбираются по классам.

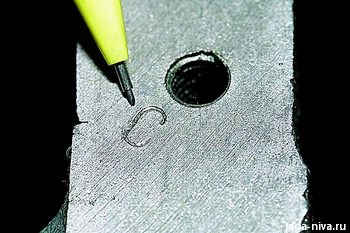
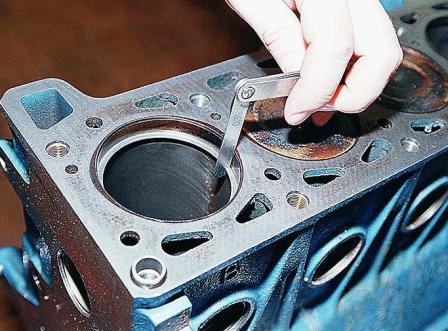
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище.
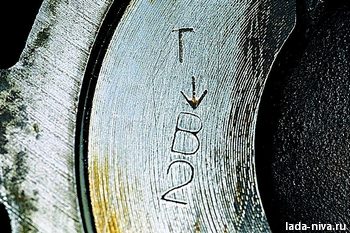
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца.
Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.

Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях.
Устанавливаем на поршни кольца.

Нижнее компрессионное кольцо устанавливаем проточкой («скребком») вниз.
Если на кольце около замка нанесена метка «ВЕРХ» или «ТОР», то кольцо устанавливаем меткой вверх.
Кольца должны проворачиваться в канавках свободно без заеданий.
Располагаем кольца следующим образом:
замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.

Устанавливаем поршень с шатуном в цилиндр.

Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.

При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.

Гайки крепления шатуна затягиваем предписанным моментом (см. тут).
Дальнейшую сборку проводим в последовательности обратной разборке.
Уплотнительные прокладки и сальники заменяем новыми.

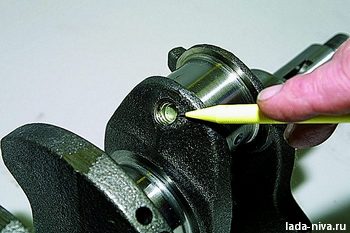
При установке маховика ориентируем его так, чтобы установочная (конусная лунка), расположенная на задней плоскости маховика рядом с зубчатым венцом, располагалась напротив шатунной шейки четвертого цилиндра.
Полную информация по демонтажу и разборке и сборке ШПГ см. в разборке двигателя
Основные размеры шатунно-поршневой группы
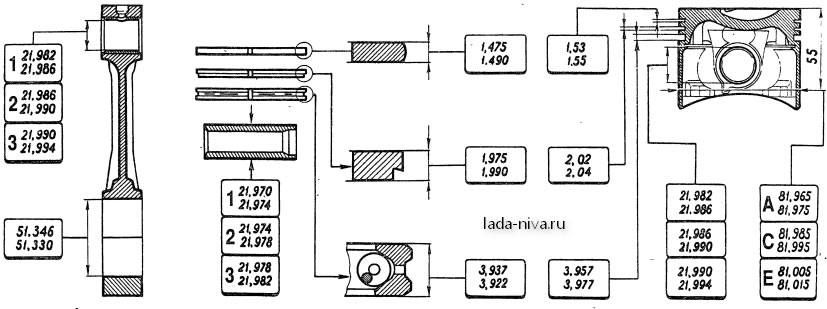
Маркировка поршня и шатуна


Места, на которых допускается удалять металл при подгонке массы
верхней и нижней головок шатуна (до указанных размеров)
Классы шатунов по массе верхней и нижней головок
Работу проводим на смотровой канаве или подъемнике.
Снимаем поддон картера двигателя (см. тут).


Молотком с пластмассовым бойком (или молотком с бойком из мягкого металла) наносим легкие удары по боковым поверхностям крышки, чтобы ослабить ее посадку на шатунных болтах.

Снимаем крышку шатуна.

Сдвигаем шатун вверх.



Перед установкой поршня с шатуном в цилиндр оправкой сжимаем поршневые кольца.
Устанавливаем шатун с поршнем в цилиндр.

Упираясь рукояткой молотка в днище поршня, проталкиваем поршень в цилиндр.
Дальнейшую сборку проводим в обратной последовательности.
Подробные технические характеристики двигателя
Бензиновый, четырехтактный, четырехцилиндровый, восьмиклапанный, рядный, с верхним расположением распределительного вала. Система питания – карбюраторная. Порядок работы цилиндров: 1–3–4–2, отсчет – от шкива коленчатого вала.
Двигатель с коробкой передач и сцеплением образует силовой агрегат – единый блок, закрепленный в моторном отсеке на трех эластичных резинометаллических опорах.
Справа на двигателе (по ходу автомобиля) расположены: впускная труба и выпускной коллектор c системой рециркуляции отработавших газов, генератор, термостат, стартер (на картере сцепления), карбюратор и корпус воздушного фильтра. Слева расположены: датчик-распределитель зажигания (трамблер), свечи и провода высокого напряжения, указатель уровня масла, масляный фильтр, топливный насос, датчики температуры охлаждающей жидкости и давления масла. Спереди: привод насоса охлаждающей жидкости и генератора (клиновым ремнем), крыльчатка вентилятора.
Блок цилиндров отлит из специального низколегированного чугуна, цилиндры расточены непосредственно в блоке. Номинальный диаметр – 82 мм, при ремонте он может быть увеличен на 0,4 или 0,8 мм. Класс цилиндра маркируется латинскими буквами на нижней плоскости блока в соответствии с диаметром цилиндра в мм: А – 82,00–82,01, В – 82,01–82,02, С – 82,02–82,03, D – 82,03–82,04, Е – 82,04–82,05. Максимально допустимый износ цилиндра 0,15 мм на диаметр.
В нижней части блока цилиндров расположены 5 опор коренных подшипников со съемными крышками, которые крепятся к блоку специальными болтами. Отверстия в блоке цилиндров под подшипники обрабатываются при установленных крышках, поэтому крышки невзаимозаменяемы и для отличия маркированы рисками на наружной поверхности. В задней опоре имеются гнезда для упорных полуколец, препятствующих осевому перемещению коленчатого вала. Спереди устанавливается сталеалюминиевое полукольцо (белого цвета), а сзади – металлокерамическое (желтое). При этом канавки на них должны быть обращены к коленчатому валу. Полукольца поставляются номинального и увеличенного на 0,127 мм размеров. Если осевой зазор (люфт) коленчатого вала выходит за пределы 0,06–0,26 мм, то замените одно или оба полукольца (максимально допустимый зазор в эксплуатации – 0,35 мм).
Вкладыши коренных и шатунных подшипников – тонкостенные сталеалюминиевые. Верхние вкладыши коренных подшипников (устанавливаемые в блоке цилиндров) 1, 2, 4 и 5 опор – с канавкой на внутренней поверхности. Нижние вкладыши коренных подшипников и верхний вкладыш третьей опоры – без канавки, так же как и вкладыши шатунных подшипников. Ремонтные вкладыши выпускаются под шейки коленчатого вала, уменьшенные на 0,25, 0,5, 0,75 и 1,00 мм. Номинальный расчетный диаметральный зазор между шейками коленчатого вала и вкладышами подшипников должен составлять для коренных подшипников – 0,026–0,073 мм, для шатунных – 0,02–0,07 мм, максимально допустимый зазор между шейками и вкладышами – 0,15 мм и 0,1 мм соответственно.
Коленчатый вал – из высокопрочного чугуна, имеет 5 коренных шеек и 4 шатунных. Вал снабжен восемью противовесами, отлитыми заодно с валом (полнопротивовесный). Для подачи масла от коренных шеек к шатунным в нем просверлены каналы, закрытые запрессованными и зачеканенными заглушками. Эти каналы служат также для очистки масла: под действием центробежной силы твердые частицы и смолы, прошедшие через фильтр, отбрасываются к заглушкам. Поэтому при ремонте вала и при балансировке обязательно очищайте каналы от скопившихся отложений. Заглушки повторно использовать нельзя – их заменяют новыми.
На переднем конце (носке) коленчатого вала на сегментной шпонке установлены звездочка привода газораспределительного механизма и шкив привода генератора и насоса охлаждающей жидкости. Шкив зажат между гайкой на переднем конце вала и звездочкой. По его поверхности работает передний сальник коленчатого вала, установленный в крышке привода распределительного вала, отлитой из алюминиевого сплава. Задний сальник запрессован в держатель, также отлитый из алюминиевого сплава, который крепится к заднему торцу блока цилиндров. Сальник работает по поверхности фланца коленчатого вала. В задний торец коленчатого вала запрессован передний подшипник первичного вала коробки передач.
К фланцу коленчатого вала шестью самоконтрящимися болтами через общую шайбу крепится маховик. Он отлит из чугуна и имеет напрессованный стальной зубчатый венец для пуска двигателя стартером. Маховик устанавливают так, чтобы конусообразная лунка около его венца находилась напротив шатунной шейки 4-го цилиндра – это необходимо для определения ВМТ после сборки двигателя.
Шатуны – стальные, двутаврового сечения, обрабатываются вместе с крышками. Чтобы при сборке не перепутать крышки, на них, как и на шатунах клеймится номер цилиндра (он должен находиться по одну сторону шатуна и крышки). В отверстия нижней головки шатуна запрессованы специальные болты; при разборке их нельзя выбивать из головки. В верхнюю головку шатуна запрессована сталебронзовая втулка. По ее диаметру шатуны подразделяются на три класса с шагом 0,004 мм. Номер класса клеймится на крышке шатуна. Также шатуны подразделяются на классы по массе, которая маркируется краской или буквой на крышке шатуна. Все шатуны двигателя должны быть одного класса по массе.
Поршневой палец – стальной, трубчатого сечения, плавающего типа (свободно вращается в бобышках поршня и в головке шатуна), от выпадения зафиксирован двумя стопорными пружинными кольцами, расположенными в проточках бобышек поршня. По наружному диаметру различают три класса пальцев (через 0,004 мм), которые маркируются краской: 1 – синий (самый тонкий), 2 – зеленый, 3 – красный.
Поршень – из алюминиевого сплава. Юбка поршня имеет сложную форму: в продольном сечении она коническая, а в поперечном – овальная. В верхней части поршня проточены три канавки под поршневые кольца. Канавка маслосъемного кольца имеет сверления для подвода масла, собранного кольцом со стенок цилиндра, к поршневому пальцу. Отверстие под поршневой палец смещено на 1,2 мм от диаметральной плоскости поршня, поэтому при установке поршня необходимо ориентироваться по выбитой стрелке на его днище: она должна быть направлена в сторону шкива коленчатого вала.
По наружному диаметру (измеряется в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 55 мм от днища поршня) поршни, как и цилиндры, подразделяются на 5 классов (маркировка буквой на днище). Диаметр поршня в мм (для номинального размера): А – 81,965– 81,975, В – 81,975–81,985, С – 81,985–81,995, D – 81,995–82,005, Е – 82,005–82,015. В запасные части поставляются поршни классов А, С и Е (номинального и ремонтных размеров), что вполне достаточно для подбора поршня к цилиндру: расчетный диаметральный зазор между ними — 0,025–0,045 мм, а максимально допустимый зазор при износе – 0,15 мм. При этом не рекомендуется устанавливать новый поршень в изношенный цилиндр без его расточки: проточка под верхнее поршневое кольцо в новом поршне может оказаться чуть выше, чем в старом, и кольцо сломается о «ступеньку», образующуюся в верхней части цилиндра при его износе. У поршней ремонтных размеров на днище выбивается треугольник (увеличение диаметра на 0,4 мм) или квадрат (увеличение диаметра на 0,8 мм).
По диаметру отверстия (в мм) под поршневой палец поршни подразделяются на 3 класса: 1 – 21,978– 21,982, 2 – 21,982–21,986, 3 – 21,986– 21,990. Номер класса также выбивается на днище поршня. Новые палец, поршень и шатун должны быть одного класса. При замене подбирают детали: смазанный моторным маслом палец должен входить в отверстие в поршне и верхней головке шатуна от усилия руки и не выпадать из них под собственным весом.
Поршни двигателя 21213 выпускаются одного класса по массе, поэтому отдельно подбирать их не требуется.
Поршневые кольца расположены в канавках поршня. Верхние два кольца – компрессионные. Они препятствуют прорыву газов в картер двигателя и способствуют отводу тепла от поршня к цилиндру. Нижнее кольцо – маслосъемное. Масло, собираемое со стенок цилиндра, подводится к отверстиям в бобышках поршня и служит для смазки поршневого пальца.
Зазор по высоте между поршневыми кольцами и канавками на поршне измеряется набором щупов. Номинальный зазор: для верхнего компрессионного кольца – 0,04–0,07 мм, для нижнего – 0,03–0,06 мм, для маслосъемного – 0,02–0,05 мм. Предельно допустимые зазоры при износе – 0,15 мм. Зазор в замке колец измеряют, вставив кольца в специальный калибр или в цилиндр двигателя, и выровняв их днищем поршня. Зазор в замке для всех колец должен составлять 0,25–0,45 мм.
Головка блока цилиндров – из алюминиевого сплава, общая для всех четырех цилиндров. Она центрируется на блоке цилиндров двумя втулками и крепится 11 болтами. Если длина стержня болта превышает 120 мм, то его следует заменить новым. Между блоком и головкой устанавливается безусадочная металлоармированная прокладка. Повторное ее использование не допускается.
В верхней части головки цилиндров на девяти шпильках закреплен алюминиевый корпус подшипников распределительного вала. Он центрируется на двух втулках, надетых на крайние шпильки.
Распределительный вал – литой, чугунный, пятиопорный, с отбеленными кулачками; приводится во вращение двухрядной цепью от звездочки коленчатого вала. Осевое перемещение ограничено упорным фланцем, входящим в проточку передней опорной шейки вала. Для правильной установки распределительного вала относительно коленчатого, на звездочках имеются метки. Если метка на шкиве коленчатого вала совпадает с меткой на крышке привода распределительного вала, то метка на звездочке распределительного вала должна совпасть с выступом на корпусе подшипников. Звездочка распределительного вала устанавливается только в одном положении и затягивается болтом с опорной и фиксирующей шайбами. Усик последней входит в отверстие в звездочке, а боковая часть отгибается на грань гайки.
Седла и направляющие втулки клапанов – чугунные, запрессованы в головку цилиндров. В запасные части поставляются ремонтные втулки с увеличенным на 0,2 мм наружным диаметром. Отверстия во втулках окончательно обрабатываются разверткой после запрессовки. Диаметр отверстия втулок впускных клапанов – 8,022–8,040 мм, выпускных – 8,029–8,047 мм. На внутренней поверхности втулок нарезаны канавки для смазки: у втулок впускных клапанов – на всю длину, у выпускных – до половины длины отверстия. Сверху на втулки надеты маслоотражательные колпачки (сальники клапанов) из маслостойкой резины с браслетной стальной пружиной.
Клапаны – стальные; выпускной – с головкой из жаропрочной стали с наплавленной фаской. Они расположены в ряд, наклонно к плоскости, проходящей через оси цилиндров. Тарелка впускного клапана шире (37 мм), чем выпускного (31,5 мм). Клапаны приводятся от кулачков распределительного вала через рычаги («рокеры»). Одним концом рычаг опирается на сферическую головку регулировочного болта, а другим воздействует на торец стержня клапана. Рычаги поджимаются к головкам болтов пружинами, входящими в проточку на головках рычагов. Клапан закрывается под действием двух пружин с противоположной навивкой, установленных коаксиально (соосно).
Нижними концами они опираются на опорные шайбы, а верхними – на тарелку, которая фиксируется двумя конусными сухарями, входящими в проточку на конце стержня клапана. Зазор в приводе клапана (0,15 мм — для впускного и 0,20 мм — для выпускного) регулируется вворачиванием или выворачиванием регулировочного болта, который после окончания регулировки стопорится контргайкой.
Для уменьшения колебаний цепи газораспределительного механизма на ее левой ветви между звездочкой валика привода масляного насоса и звездочкой распределительного вала на двух болтах установлен пластмассовый успокоитель. Для предотвращения спадания цепи в картер двигателя при снятии звездочки распределительного вала справа от звездочки коленчатого вала в блок цилиндров ввернут ограничительный палец. Правая ветвь цепи натягивается полуавтоматическим пружинным натяжителем, установленным на двух шпильках в головке блока цилиндров. Для натяжения цепи ослабляют колпачковую гайку натяжителя и проворачивают коленчатый вал двигателя. При этом плунжер натяжителя под действием пружины упирается в резинометаллический башмак, натягивая цепь. После регулировки гайку затягивают. Рывки и мелкие колебания цепи при работе демпфируются за счет плунжерного устройства натяжителя, обеспечивающего утапливание его хвостовика под нагрузкой на 0,2–0,5 мм. Башмак натяжителя поворачивается на оси, ввернутой в блок цилиндров.
От цепи газораспределительного механизма приводится и валик привода масляного и топливного насосов, а также датчик-распределитель зажигания. Крепление его звездочки аналогично креплению звездочки распределительного вала. Размеры звездочек также совпадают.
Валик вращается во втулках в блоке цилиндров, от осевых перемещений удерживается упорным фланцем, входящим в проточку на его передней шейке. Зубчатый венец валика входит в зацепление с шестерней привода масляного насоса и датчика-распределителя зажигания, установленной вертикально во втулке в проточке блока цилиндров. В шестерне выполнено продольное отверстие со шлицами, в которое снизу входит шлицевой конец валика масляного насоса, а сверху – шлицевой конец валика датчика-распределителя зажигания.
Масляный насос – шестеренчатый, одноступенчатый, с редукционным клапаном; смонтирован в корпусе, прикрепленном к нижней части блока цилиндров. Приемный патрубок отлит заодно с нижней частью корпуса и закрыт штампованной дырчатой сеткой для грубой очистки масла от механических примесей. Номинальные зазоры: между зубьями шестерен – 0,15 мм, между шестернями (по наружному диаметру) и стенками корпуса насоса – 0,11–0,18 мм, между торцами шестерен и плоскостью корпуса – 0,066–0,161 мм; предельные зазоры соответственно – 0,25 мм, 0,25 мм и 0,20 мм (измеряются набором щупов). Номинальные зазоры между ведомой шестерней и ее осью – 0,017–0,057 мм, между валом насоса и отверстием в корпусе – 0,016–0,055 мм; предельно допустимые зазоры – 0,10 мм (определяются промером деталей).
Смазка двигателя – комбинированная: под давлением смазываются коренные и шатунные подшипники, пары «опора – шейка распределительного вала», подшипники (втулки) валика и шестерни привода масляного насоса; разбрызгиванием масло подается на стенки цилиндров (далее к поршневым кольцам и пальцам), к паре «кулачок распределительного вала – рычаг» и стержням клапанов; остальные узлы смазываются самотеком. Масляный фильтр – полнопоточный, неразборный, с перепускным и противодренажным клапанами.
Система вентиляции картера – закрытая, принудительная, с отсосом газов через маслоотделитель.
Системы питания, охлаждения, выпуска отработавших газов и зажигания описаны в соответствующих разделах.
Шатунно-поршневая группа (снятие, замена, размеры, маркировка)
Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна (до указанных размеров)
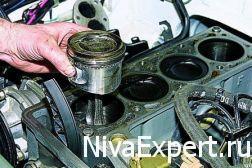
Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем шатун вверх до выхода поршня из цилиндра.
. и вынимаем поршень с шатуном в сборе.
Аналогично демонтируем поршни с шатунами других цилиндров.
Как правильно собрать поршень с шатуном ваз 21213 карбюратор
1. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца. 2. Шатунные болты запрессованы в шатун. Поэтому, чтобы не нарушить посадки болта в шатуне, не допускается выпрессовывать болты из шатунов при разборке двигателя и шатунно-поршневой группы. 3. Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
1. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца.
4. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун. 5. Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. 6. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. 7. Смажьте моторным маслом канавки на поршне и поршневые кольца. 8. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом приблизительно 90° к оси замка верхнего компрессионного кольца. 9. Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. Маркировка поршня и шатуна). 10. Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня). 11. Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
ВАЗ-21213 (Нива). Проверка технического состояния
1. Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна. 2. Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. 3. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми.
Ремонт шатунно-поршневой группы на автомобиле ВАЗ-21213, ВАЗ-21214
Как заменить поршня и кольца на автомобиле Нива ВАЗ-21213, ВАЗ-21214
При необходимости демонтаж ШПГ двигателя можно выполнить на автомобиле, не снимая двигатель. Работу проводим на смотровой канаве или подъемнике.






Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем шатун вверх до выхода поршня из цилиндра и вынимаем поршень с шатуном в сборе.


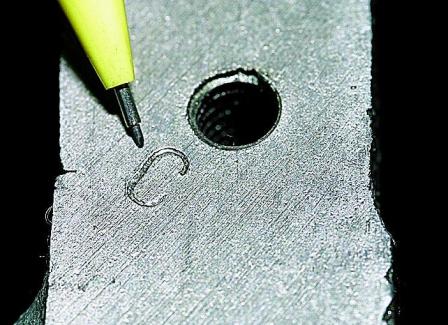
Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца и снимаем верхнее компрессионное кольцо.


Таким же образом снимаем нижнее компрессионное кольцо
Извлекаем два диска масляного кольца.


Для снятия поршня с шатуна поддеваем отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки поршня.



Сдвинув поршневой палец, извлекаем его из отверстия в поршне.
Проверка и сборка шатунно-поршневой группы
1. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
2. Очистите от нагара канавки под поршневые кольца, обломком старого компрессионного кольца, вращая его.
3. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин.
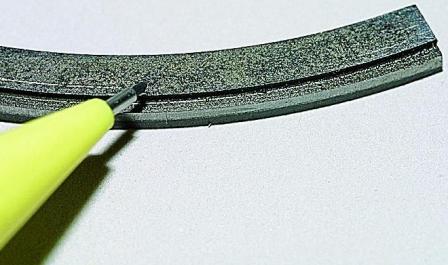
4. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми.

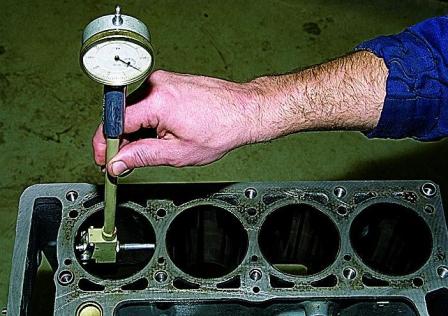
Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 52,4 мм от днища поршня.
По результатам замеров определите зазор между поршнем и цилиндром и при необходимости подберите новые поршни к цилиндрам.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм.
Его определяют промером цилиндров и поршней и обеспечивают установкой поршней того же класса, что и цилиндры.
Максимально допустимый зазор (при износе деталей) 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни к цилиндрам: зазор должен быть максимально приближен к расчетному.
Вставьте смазанный моторным маслом палец в отверстие бобышки поршня.
Палец свободно вращается в бобышках поршня и в верхней головке шатуна.
По наружному диаметру пальцы делятся на три категории через 0,004 мм.
Категория указывается краской на торце пальца:
1-я (синяя метка) – 21,982–21,986 мм;
2-я (зеленая метка) – 21,986–21,990;
3-я (красная метка) – 21,990–21,994.
Палец должен плотно, но без заедания входить в отверстия бобышки и шатуна от усилия большого пальца.

Поверните поршень осью пальца вертикально.
Палец не должен выпадать из бобышки.
Выпадающий из бобышки палец замените другим, следующей категории.
Если в поршне палец третьей категории, замените поршень с пальцем.

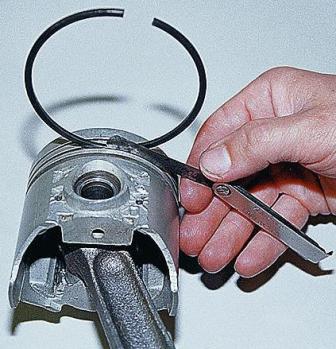
Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку
Номинальный (расчетный) зазор составляет:
– для верхнего (первого) компрессионного кольца 0,04–0,07 мм;
– для второго компрессионного кольца 0,03–0,06 мм;
– для маслосъемного кольца 0,02–0,05 мм.

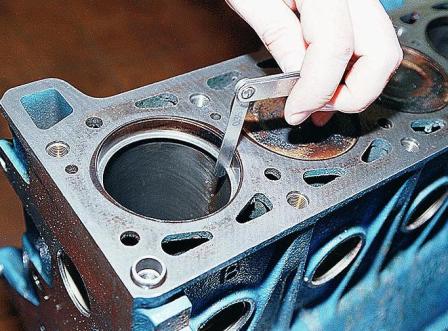
Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.
Чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем
Зазор должен составлять 0,25–0,45 мм для всех новых колец.
Предельно допустимый при износе зазор – 1,0 мм. Если зазор недостаточный, спилите стыковые поверхности кольца.
Если зазор превышает допустимый, замените кольцо.

При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца. (Не путать со сборкой ШПГ на классике, где применяется подогрев шатуна при запрессовке поршневого пальца!).

Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна.
Усилием руки протолкните смазанный моторным маслом палец в отверстия поршня и шатуна
Если нужно заменить поршня, то нужно проверить массу поршней.
Вес поршней не должен отличаться друг от друга более чем на ± 2,5 г.


Можно подогнать их по массе удалением металла в показанном месте с обеих сторон поршня.
Глубина снятия металла не должна превышать 4,5 мм, считая от номинальной высоты поршня 59,4 мм.
По ширине съем металла ограничивается диаметром 70,5 мм.
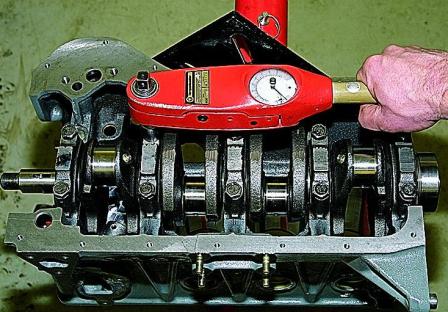
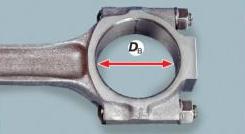
Измерьте нутромером внутренний диаметр Dв посадочного места шатуна в сборе с крышкой.
Перед измерением нужно затянуть гайки шатунных болтов моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Вставьте в проточки бобышек поршня стопорные кольца и дополнительно смажьте палец моторным маслом через отверстия в бобышках поршня.

Смазываем моторным маслом канавки на поршнях. Устанавливаем на поршни кольца.
Если на кольце около замка нанесена метка «ВЕРХ» или «ТОР», то кольцо устанавливаем меткой вверх. Кольца должны проворачиваться в канавках свободно без заеданий. Располагаем кольца следующим образом:
— замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
— замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
— замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
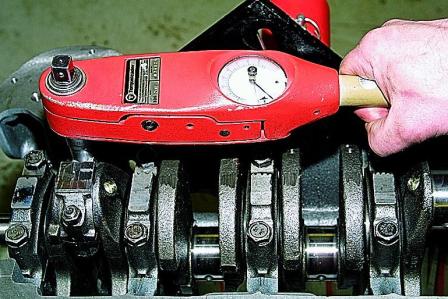
Проверка на деформацию шатуна
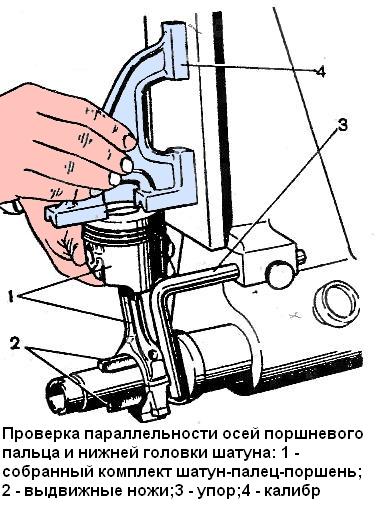
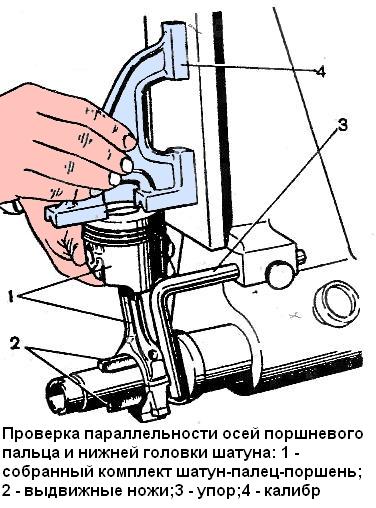
Перед установкой собранной шатунно-поршневой группы на двигатель, нужно проверить параллельность осей группы специальным прибором или подобным, показанным на рисунке.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4.
Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты — углом или верхним концом).
Зазор не должен превышать 0,4 мм. Если зазор больше — замените шатун.


Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр. Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.

Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик с выемкой на шатуне.
Гайки крепления шатуна затягиваем моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Собираем все детали и узлы в последовательности обратной разборке.
Как заменить поршня и кольца на автомобиле Нива ВАЗ-21213, ВАЗ-21214






Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем шатун вверх до выхода поршня из цилиндра и вынимаем поршень с шатуном в сборе. Аналогично демонтируем поршни с шатунами других цилиндров.











Категория указывается краской на торце пальца: 1-я (синяя метка) – 21,982–21,986 мм; 2-я (зеленая метка) – 21,986–21,990; 3-я (красная метка) – 21,990–21,994.

Поверните поршень осью пальца вертикально. Палец не должен выпадать из бобышки.
- – для верхнего (первого) компрессионного кольца 0,04–0,07 мм;
- – для второго компрессионного кольца 0,03–0,06 мм;
- – для маслосъемного кольца 0,02–0,05 мм.




Устанавливаем на поршни кольца. Нижнее компрессионное кольцо устанавливаем проточкой («скребком») вниз
- — замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
- — замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
- — замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Проверка на деформацию шатуна



Замена поршневых колец ВАЗ 21214
Выполнить замену поршневой системы автомобиля ВАЗ 21213 можно без полного разбора и снятия мотора. Для этого работа проводится на эстакаде, можно на смотровой яме или на специально сделанном подъемнике.
Инструкция по замене
Замена поршневых колец Нива может быть выполнена своими руками, для чего нужно следовать определенным рекомендациям:
- Для начала нужно слить масло, снять поддон и насос, что выполнить достаточно сложно при использовании только домкрата.
- Крепление крышки шатуна крепиться помощи двух гаек, которые можно открутить при помощи головки на 14. На данном этапе поршень выставляют в нижнюю мертвую точку.





Как снять кольца
Провести снятие поршневых колец можно самостоятельно. Для облегчения задачи можно провести зажим шатуна в тесках, которые имеют губки из мягкого металла. Процедура замены заключается в следующем:






При выполнении работы следует учитывать, что некоторые детали еще и будут в хорошем состоянии. При необходимости их можно использовать повторно, для чего проводится пометка положений при помощи карандаша.
Сборка шатунно-поршневой системы
При необходимости замены поршней следует учитывать, что их масса не должна отличаться. Максимальное отклонение составляет всего 2,5 грамма в обе стороны.
Проверить массу можно при помощи электронных весов, точность измерения которых доли грамма. Плоским щупом проводится проверка зазора по высоте, который образуется меду канавкой и кольцом.
- первого компрессионного кольца 0,04-0,07 мм;
- второго компрессионного кольца 0,03-0,06 мм;
- масляного 0,02-0,05 мм;

Замена колец и уплотнителей проводится в обратном порядке. Какие поршневые кольца ставить на Ниву: основной размер 82 миллиметра, артикул 21083-1000100-00. Как правило, есть специальная таблица, по которой можно подобрать наиболее подходящий вариант исполнения.
Процесс сборки
- Прежде чем проводить монтаж поршня в блок цилиндров надеваем на него специальную оправку, которая при зажиме стягивает кольца на посадочные места.
- Поршень и шатун помещаем в цилиндр, рукояткой ранее используемого молотка проталкиваем их до конца.

- Обратить внимание нужно на то, чтобы совпадали номер шатуна и крышки. Проводим вставку болтов, вкладышей, совмещаем установочные усики со специальной выемкой.
- Затягивание гаек проводится до определенного момента. Для измерения усилия нужно использовать специальный ключ, определяющий момент. Показатель измерительного прибора должен находиться в районе 50,51 Нм.

Перед установкой деталей их смазывают со всех сторон используемым моторным маслом. Если этого не сделать элементы, находящиеся в непосредственно контакте, начнут быстрее изнашиваться. Дальнейшие монтажные работы выполняются в обратном порядке.
Читать новости о новой Ниве
 AV Player 1.5b
AV Player 1.5b ПРОБЛЕМЫ С АКБ РАЗРЯД САМОРАЗРЯД ПОСЛЕДСТВИЯ ОТКЛЮЧЕНИЯ
ПРОБЛЕМЫ С АКБ РАЗРЯД САМОРАЗРЯД ПОСЛЕДСТВИЯ ОТКЛЮЧЕНИЯ Новый Nissan X-Trail T33 2022. Когда в России (фото, цена, характеристики)
Новый Nissan X-Trail T33 2022. Когда в России (фото, цена, характеристики) Датчик включения вентилятора ваз 2123
Датчик включения вентилятора ваз 2123 Регулировка печки нива 21214 инжектор
Регулировка печки нива 21214 инжектор Проверка генератора мультиметром ваз 2107 – 372.3701 — / 2107
Проверка генератора мультиметром ваз 2107 – 372.3701 — / 2107 Шевроле Нива не развивает скорость при резком нажатии на газ и почему Нива Шевроле проваливается при нажатии на газ?
Шевроле Нива не развивает скорость при резком нажатии на газ и почему Нива Шевроле проваливается при нажатии на газ? КИВАРИН ТРОФИ
КИВАРИН ТРОФИ