Шкив используется для передачи крутящего момента с одного вала на другой. Для стабильного функционирования привода валы располагают параллельно друг другу. На каждый из них надевают и устанавливают плоское колесо, которое затем соединяют приводным ремнем. При вращении шкива ремень начинает двигаться под воздействием силы трения. Клиновые ремни отличаются повышенной тяговой способностью. Ременная передача нашла применение в станочном оборудовании, ДВС и бытовой технике.
Основные диаметры
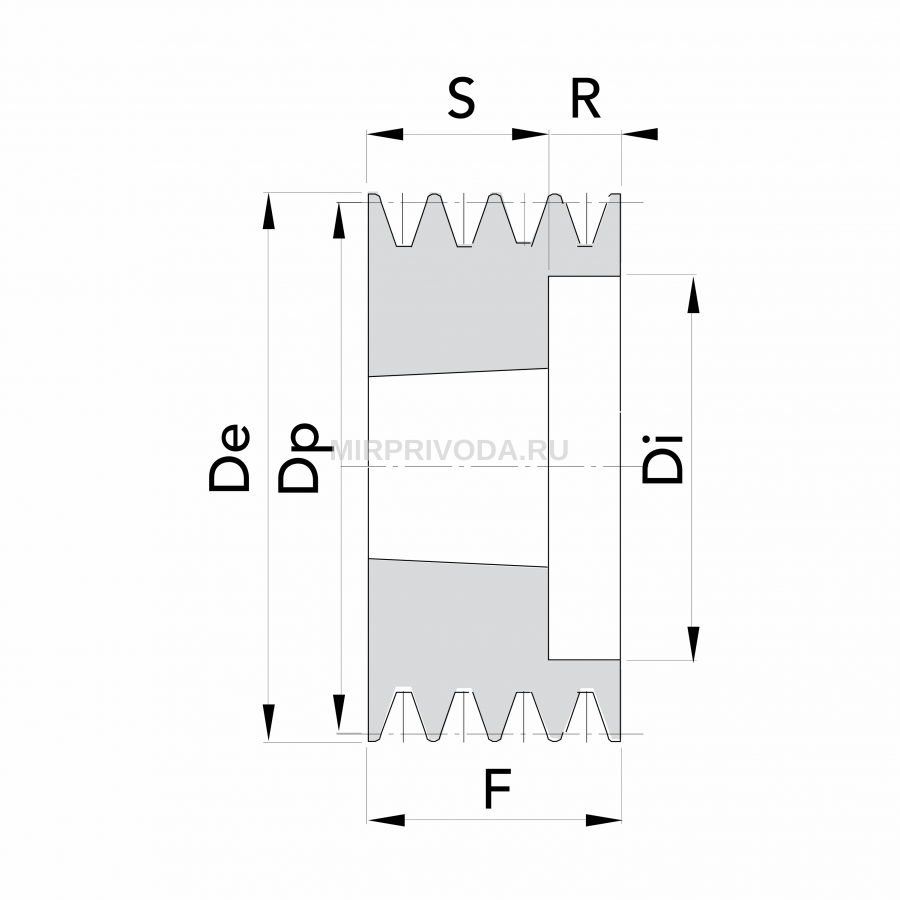
Для расчета характеристик привода в целом используются разные значения диаметров, так, например, для шкива клиноременной передачи применяются различные диаметры (D). Для определения габаритов привода используется наружный диаметр, а для передаточного числа – расчетный. Для зубчато-ременной передачи расчетный диаметр отличается от наружного на высоту зубца. Согласно значению расчетного диаметра, рассчитывается передаточное число. Для определения плоскоременного привода часто расчетный диаметр приравнивают к наружному.
Этот особый тип передачи превращает вращение шестерни во вращение червячной зубчатой детали. Или в поступательное перемещение зубчатой рейки. При этом оси двух видов движения относительно друг друга перпендикулярные, или под 45°. На червячном колесе нарезаны косые по отношению к его оси зубья, для зацепления с червяком (червячным валом или рейкой). На червяке нарезан косой зуб в виде винта (бесконечного). Этим такая передача отличается от цепных комплектов, которые передают вращение на расстояние, но между параллельными осями.
Нарезание таких деталей выполняется на зубофрезерном оборудовании.

Шкив — это устройство, которое используется для передачи крутящего момента от приводного ремня. Ременная передача была известна людям еще в античные времена, а средневековье принесло ее широкое распространение в деревенских прялках. С началом промышленной революции шкивы были оснащены на каждом станке.
В настоящее время шкивы широко применяются в различных устройствах, таких как двигатели внутреннего сгорания, станки, бытовые приборы и ручные электроинструменты. Приводные ремни и колеса стандартизованы для достижения взаимозаменяемости. Правила и приемы изображения деталей на чертежах также подверглись стандартизации.

Товары со складов Львов и Одесса — не отправляются, возможен только самовывоз.
Цена на услугу шлифовки:
Шлифовка одного шкива (2 плоскости) стоит 100$
Отправлять шкивы нужно именно на НП 46 (получатель Рабизо Дмитрий Валерьевич тел. 0505272236)
В этой статье мы расскажем про восстановление рабочих поверхностей (шлифовку) шкивов вариаторов, но сперва немного расскажем что вообще это такое, вариатор, и чем отличается от классической гидромеханической трансмиссии.Основной элемент конструкции вариатора — клиноременная передача, представляет из себя 2 шкива с динамически изменяемым диаметром конусов и ремень который по ним работает.
Анимация показывает процесс изменения передаточного числа, любой современный вариатор работает по такому принципу с небольшими конструктивными отличиями — например некоторые производители (Audi и Subaru) используют не толкающий ремень,а тянущую цепь, но сам принцип работы остается неизменным.
В процессе эксплуатации трансмиссии поверхность шкивов повреждается, это может происходить по многим причинам: грязное масло начинает работать как абразивный материал, старт без прогрева (вариаторы очень не любят трогание на холодную, поскольку холодное масло не выполняет свои функции и ремень может проскальзывать, пробуксовки, излишне высокая нагрузка (перевозка прицепа или буксировка другого авто), разрушение ремня. Проблема в том что новые шкивы не продаются как запчасть, производитель предлагает только коробку в сборе. Мы предлагаем вариант восстановления шкивов который заключается в шлифовке рабочей поверхности на высокоточном круглошлифовальном станке с ЧПУ.
На фото ниже — типичные повреждения шкива, царапины на поверхности и сколы на кромке
Используем вот такой круглошлифовальный ЧПУ

Шлифуем. Сперва делаем 2-3 прохода и снимаем по 0.01 мм, далее чистовая шлифовка — 0.002 мм за проход.

Видео шлифовки шкива
Получаем такой результат
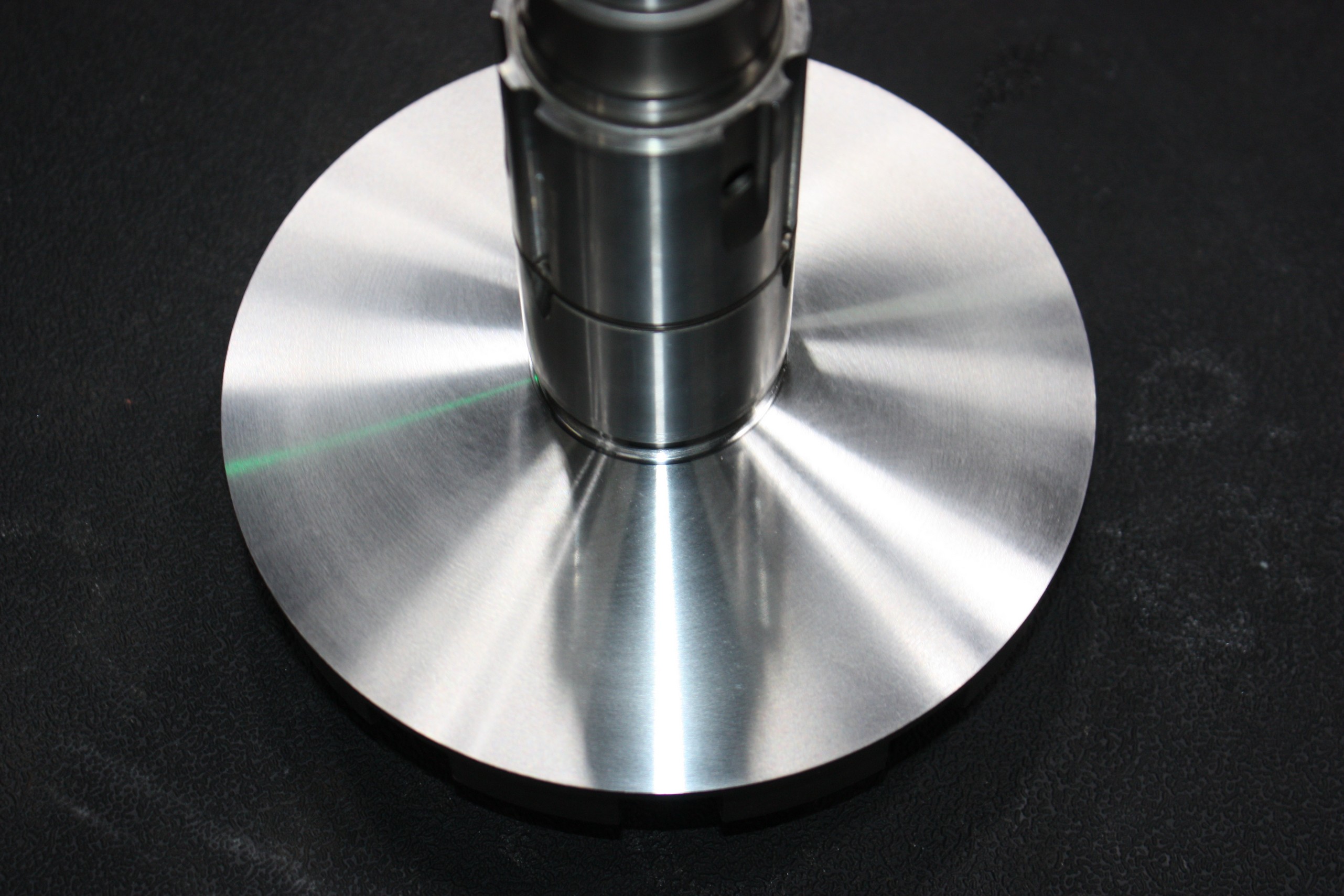
Посмотрим поближе, поверхность идеальная, кромка теперь без сколов.
Такая технология восстановления шкивов вариаторов уже проверена в работе на многих автомобилях и показала свою надежность.
Наши реквизиты для отправки деталей в ремонт:
Доставка и оплата
Вопросы — Ответы (3)
do you sell complete drive pulley repair kit (JF011E) like transpeed TZ181337A?
Hi, subaru cvt TR690 pulley surface repair is possible or no? if yes what would be the price?
Hello, 1 kit (2 pulley) it’s 200 USD, but shipping cost will be expensive.
Hi
I have RE0F11A CVT pulleys need to surface grinding .
Please can you send me near branch address for this service.
I can post to you From Australia
we looking forward hear from you continuing sending more.
thank you
janaka
Hello, transportation from Australia to Poland and back to you will be very expensive. Check this link, we have good used pulley kits for sale:
Особенности нарезки зубьев на колесах
Перед изготовлением деталь проектируется и создается ее трехмерная модель. Это выполняется прикладными компьютерными приложениями. В проектировании закладывается метод нарезки – нижний заход фрезы или способ работы с торца.
В торцевом изготовлении применяются инструменты, которые повторяют по форме режущих поверхностей рабочий червяк. При таком производстве достигается обработка с высокой точностью. Установка инструмента (фрезы) с заходом является более сложным. При обработке инструмент необходимо точно позиционировать, имитируя работу червяка.
У фрезы должен быть диаметр соответствующий будущему червяку в передаче. Она только отличается тем, что вместо режущей линии фреза имеет зубцы соответствующими рядами.
Формы режущих инструментов повторяют резьбовую нитку. Но имеют ширину чуть большую, учитывающую необходимый зазор. В итоге обработки формы зубьев на венце колеса и соответствующие углубления симметрично обратно повторяют профили выступов с углублениями на резьбовой линии червяка.
Во время нарезания строго соблюдается плоскость оси одной и другой детали. Резание совершается при тангенциальной подаче окружности обода (венца) в отношении фрезы. Соблюдается также синхронность движения, когда обрабатывающая фреза и обрабатываемая деталь венца (колеса) вращаются вокруг своих осей.
Самый точный и удобный способ – радиального нарезания. При этом он может быть с нижней или верхней подачей фрез.
Стоимость производства шкивов
Ценовое предложение на изготовление шкивов в Москве определяется рядом факторов:
На окончательную цену влияет срочность выполнения заказа, потребность в предварительной обработке заготовок, финишной полировке, гальванизации. Для получения точных расчетов заполните форму обратной связи. Менеджер свяжется с вами для уточнения деталей заявки.
Оставьте свой запрос, и мы свяжемся с Вами в течение 15 минут
Благодарим вас за проявленный интерес к нашим услугам. Наш менеджер свяжется с вами в течение 15 минут
Этапы и технология изготовления
Специалисты нашей компании соблюдают порядок оказания услуги в соответствии с утвержденным регламентом проведения работ. Выполнение каждого заказа состоит из нескольких этапов:
Завершающий этап сотрудничества включает подготовку технической и сопроводительной информации, отгрузку или доставку готовой продукции клиенту. Работаем по всей России.
Классификация шкивов
Производство шкивов на заказ выполняется на профессиональном оборудовании с ЧПУ. Производственные мощности «Профбау» включают токарные, токарно-винторезные и карусельные обрабатывающие станки, а также лоботокарные установки промышленного формата.
Наличие необходимых инструментов, опыта и знаний позволяет нашим сотрудникам выполнять работы любой сложности. Классификация изделий осуществляется по двум основным признакам — по способу размещения и по типу применяемого ремня. Принимаем заявки на изготовление следующих видов ременных шкивов:
Производим шкивы для торсов, под втулку тапербуш, а также многоручьевые вариации по ГОСТу или чертежам заказчика. Изготавливаем нестандартные детали для сборки конструкций индивидуального проектирования.
Типы клиновых ремней
Различают следующие типы клиновых ремней:
Стандартный клиновой ремень состоит из нескольких элементов:
Корд изготавливается из химических волокон, либо арамида, который улучшает нагрузочную способность ремня. Сечение ремня формируют эластичный слой и слой растяжения. Тканевая обертка отличается повышенной износоустойчивостью.
В целях повышения прочностных характеристик корда были созданы ремни с узким сечением. При одинаковых размерах ременной передачи они способны передавать довольно большую мощность, функционировать при высоких скоростях. При этом минимальный диаметр шкива у них больше, чем у обычного сечения.
Дополнением линейки ремней типового и узкого сечения являются ремни с зубчатой кромкой. Боковые грани не имеют обертки в виде ткани. У них отшлифованы боковые грани, за счет чего гарантируется надежное сцепление с канавками шкива. Изделия работают бесшумно и при шкивах меньшего диаметра.
Характеристики
Рассмотрим характеристики клиновых ремней. Элементы одной длины и сечения от разных изготовителей взаимозаменяемы. При этом изделия могут отличаться разной нагрузочной способностью. Это вызвано тем, что материал корда может быть различен, добавлены подкордовые слои или используются другие решения, значительно улучшающие несущую способность.
Как известно, шкив представляет собой ответную часть привода. Следовательно, эффективность ремня зависит и от шкивов. Начальными данными для расчета диаметров шкивов являются непосредственно сам приводной механизм и его показатели. В качестве такого механизма может выступать, например, двигатель. Помимо мощности, у приводного ремня немаловажным параметром считается частота вращения его вала. Обозначим этот показать n1. Как правило, он указывается на шильдике устройства. Если таких данных нет, то при пуске агрегата можно узнать частоту вращения (далее – ЧВ) вала, определив ее с помощью тахометра.
Расчет
При проектировании устройства у нас может быть два типа задач. Все зависит от того, какие части механизма имеются в наличии. При расчете параметров привода следует учитывать общие размеры устройства, скорость вращения (далее – СВ) и мощность на тихоходном валу.
Выполним первый расчет, имея следующие исходные сведения:
Важно узнать диаметр шкива D2, который измеряется в мм.
Второй вариант. Исходными данными могут быть следующие параметры:
Определить тип ремня под привод можно по таблице, либо путем измерения параметров шкива. В этом случае важно узнать, какова СВ быстроходного вала n2.
Теперь произведем расчет. Для определения параметров шкивов воспользуемся в качестве примера механизмом ленточной пилы, имеющим три ступени скоростей. На двигателе есть все необходимые нам сведения.
Затем измерим размеры каждого шкива. Расчет сводится к использованию двух формул. Зная СВ обоих валов и диаметры шкивов, определим передаточное отношение (далее – ПО). Формула для расчета следующая:
i = n1/n2 = D2/D1, где D1 и D2 – диаметры шкивов, n1 и n2 – СВ валов.
Вычислив ПО, можно определить диаметр шкивов. Воспользуемся следующей формулой:
D2 = D1*i, где i — ПО, D1,2 — диаметры шкивов.
Значение диаметра D1 замеряется по факту, либо определяется согласно параметрам используемого ремня.
Особенности конструкции и применения
Плоские шкивы являются классической конструкцией и использовались в самых первых передачах. Они обладают низким уровнем шума, а также способны гасить вибрации и динамические нагрузки от ведущего вала. Однако у таких шкивов ограничен момент и скорость вращения.
С помощью дополнительных роликов можно связывать ведомые и ведущие валы, находящиеся в разных плоскостях и не соосные, а также изменять направление вращения. Это позволяет заменить карданные и червячные передачи. Чертеж такого изделия прост в изготовлении, однако на нем следует указать радиусы сопряжения обода и щек, если они предусмотрены. Иногда щеки не используются, а профиль обода делается выпуклым, в таком случае на чертеже следует указывать его радиус.
Круглоременные
Передающее колесо с полукруглым профилем канавки на ободе называется круглоременным шкивом. Такие передачи применяют при небольших крутящих моментах и скоростях вращения, а также для изменения направления вращения и связывания осей, находящихся в разных плоскостях. На чертежах круглоременных шкивов указывается только радиус проточки канавки.
Как изготавливается венец
На червячном колесе для венца часто прибегают к применению относительно мягких материалов, но туго истираемых. В этом случае берутся детали из оловянной бронзы или латуни. Там, где передача низкоскоростная, выливают чугунные венцы. Слишком дорогую бронзу применяют на деталях с наружным диаметром не больше 160мм.
При больших размерах детали выполняют стальными, и только венцы льют бронзовыми. Тогда венец сажается на диск в горячем состоянии, и закрепляется с помощью штифтов. Так исключается прокручивание при больших усилиях. После остывания детали проводится чистовая обработка с нарезанием зубьев.

Изготовление шкивов
Шкив – деталь механизма в виде приводного колеса. Его предназначение заключается в передаче и приеме крутящего момента, генерируемого подвижными валами рабочего агрегата. Взаимодействие данного элемента конструкции с ведомыми или ведущими устройствами, размещенными в одной плоскости, реализуется при помощи гибкого приводного ремня. Применение шкивов в разных сферах производственной деятельности аргументировано рядом их преимуществ:
Компания Profbau занимается изготовлением шкивов на заказ для их последующего задействования в различном оборудовании, приборах и механизмах. Производим детали по российским и зарубежным ГОСТам, нестандартным чертежам заказчика. Выполняем работы любой сложности, Качество гарантируем!

Ремонтная нарезка
Такие работы нужны, когда нужно заменить все колесо из редуктора или его венцовую часть. В таком случае одно из важнейших требований – выбрать фрезу, у которой соответствующе подходящий нормализованный диаметр. При этом нужно помнить о таких особенностях:
Когда нужны колеса с нестандартными размерами, берется оправка, у которой резцы повторяют формы впадин между зубьями. Тогда рабочий инструмент и колесо имеют синхронное вращение и движение. После каждого оборота делается поворот резца, учитывая размер на зубе, и продвижение в сторону оправки с учетом глубины нарезки.
Минус такого способа – большая продолжительность процесса.
Вариаторные
Вариаторные передачи — это наиболее сложные устройства по конструкции. Они состоят из двух шкивов, обод которых выполнен в виде конуса с перемещающейся конической щекой. Клиноременное кольцо может перемещаться по конусу в осевом направлении от меньшего радиуса к большему. Второй шкив имеет обратную конусность, и привод перемещается с меньшего радиуса на больший. При этом передаточное число передачи меняется. Щеки обоих шкивов могут двигаться и в обратном направлении, меняя передаточное число в обратную сторону.
Преимущество такой конструкции заключается в том, что передаточное число можно менять без остановки вращения и не снимая нагрузки с привода. Трехмерное моделирование позволяет дополнять модели кинематическими симуляциями, наглядно демонстрирующими взаимодействие деталей механизма. На чертежах таких устройств сложно понять принцип действия, поэтому требуются дополнительные иллюстрации и схемы.
Шкивы могут быть различными по способу установки на вал:
Для изготовления деталей ременных передач используются различные материалы, среди которых:
На чертежах деталей указывают марку материала, а также его способ обработки, твердость, чистоту поверхности и необходимость закалки и другие детали.
Дерево, как традиционный материал для ременных передач, в настоящее время выходит из употребления. Оно может использоваться только для реконструкции исторических механизмов и в самоделках. Иногда склеенные из фанерных дисков приводные колеса используются в качестве временной ремонтной детали в домашних мастерских.
Шкивы широко применяются в различных механизмах и устройствах с высоким крутящим моментом и угловой скоростью. Клиновые приводы наиболее распространены в двигателях внутреннего сгорания, а также вентиляторах, кондиционерах, компрессорных установках, транспортных системах зданий, сельскохозяйственной технике, дорожно-строительной и горной технике, промышленных установках, станках, бытовой технике, ручном электроинструменте и других отраслях.
Зубчатые передачи применяются в случаях, когда необходимо передавать большой крутящий момент без проскальзывания. Такой тип передач не требует высокого натяжения для обеспечения надежного сцепления и при этом создает меньшую радиальную нагрузку на ось в сравнении с другими типами ременных передач.
Зубчатые передачи широко используются в:
Поликлиновые шкивы применяются в так называемых серпантинных передачах, когда один привод должен обеспечивать вращение нескольких потребителей, расположенных по извилистой траектории. Они могут передавать значительные моменты и достигать больших оборотов без увеличения габаритов, что позволяет использовать их в широком диапазоне машин и устройств, как в тяжелом машиностроении, так и в бытовой технике.
Приводные колеса с изменяемым передаточным числом, или вариаторные, находят применение в широком спектре механизмов, где необходимо плавно изменять обороты и крутящий момент без остановки вращения и снятия нагрузки. Они наиболее распространены в таких областях, как:
Современные вариаторы превосходят своих предшественников, такие как ручные и гидравлические трансмиссии, по эксплуатационным характеристикам и эффективности.
Приводы с плоскими ремнями используются там, где требуется передача вращения на большие расстояния (до 7-9 м) и гашение ударов, толчков и других динамических нагрузок, передаваемых от ведущего вала к ведомому или в обратном направлении. Они находят применение:
Круглопрофильные ременные передачи применяются для малонагруженных передач в точных приборах, бытовой электронике и технике. Они также легко скрещиваются и, с помощью дополнительных пассивных шкивов, позволяют связывать ведомые и ведущие валы, находящиеся в разных плоскостях и под углом друг к другу, а также изменять направление вращения.
Чтобы на чертежах полностью понимать устройство, размеры и способ изготовления изделий, необходимо указывать обозначение шкивов. Для нестандартных шкивов чертеж должен соответствовать определенным требованиям. Специалисты используют стандартный ряд уклонов для правильного выбора угла канавки шкива на чертеже. Шкивы обычно изображаются на чертежах в виде разреза, проходящего через ось вращения и вида сбоку. Для шкивов со спицами можно изображать только их количество. На разрезе шкива указываются основные размеры и параметры, такие как диаметр обода и ступицы, профиль клинового ремня, радиусы сопряжения, уклоны канавки и т. д. Дополнительный вид чертежа показывает сечение спицы и место крепления под шпонку. Если вместо спиц в детали предусмотрены отверстия, то их число и размеры указываются на разрезе шкива. Вид сбоку на чертеже можно не указывать.
Преимущества изготовления шкивов в компании Profbau
Производим все известные виды шкивов по российским и международным стандартам. Принимаем заказы на массовое и индивидуальное производство по чертежам заказчика. Выполняем подготовительную и финишную обработку конструкций. Работаем с разными металлами и сплавами. Подробности уточняйте по телефону: +7 (495) 138-25-25. Будем рады помочь!
Этапы получения и исполнения заказа
Звонок и заявка
Cвязаться с менеджерами одним из указанных на сайте способов
Предоставить чертеж или эскиз для расчета стоимости изготовления деталей
Обсудить подробности заказа, подписать спецификацию и договор
Изготовление изделия по предоставленным и утвержденным чертежам
Привезем ваш заказ по Москве и МО или отправим в другой город РФ
Зубчатые шкивы и их преимущества
Зубчатые шкивы имеют на внутренней поверхности ремня зубчатые выступы, которые соответствуют зубьям на поверхности обода. Эти шкивы позволяют передавать больший крутящий момент и обеспечивают точность передачи углового положения вала. Поэтому они широко применяются в газораспределительных механизмах двигателей внутреннего сгорания.
Обод зубчатого шкива может быть изготовлен методом фрезерования или обкатки. Однако, зубчатые шкивы не обладают защитной функцией от перегрузок.
На чертеже детали обязательно следует указать точные параметры зуба, его шаг, высоту и профиль.
Как настроить полуавтомат для сварки
Вернуться ко всем статьям
Продолжаем серию статей о сварке. Известно, что качество сварного соединения напрямую зависит от настроек оборудования. Различные сварочные материалы могут отличаться по толщине и составу, а это напрямую влияет на выбор рабочих параметров. Неправильные настройки могут привести к дефектам и нежелательным последствиям.
В данной статье мы расскажем о настройке аппарата MIG-MAG. Эта информация будет полезна как начинающим сварщикам, так и опытным мастерам с целью обновления знаний.
Основные параметры сварочных полуавтоматов
Давайте вначале разберемся, какие основные настройки вам нужно использовать. Вот главные из них:
Для вашего удобства мы оставим здесь таблицу, где сравниваются различные значения этих параметров для разных ситуаций.
Ниже мы рассмотрим каждый из этих параметров отдельно.
Сварочный инвертор Сварог REAL SMART MIG 200 N2A5
Итак, первое, что нам нужно выставить, это напряжение. При работе с тонколистовым металлом (толщиной до 1,5 мм) рекомендуется использовать минимальные значения (19-21 В). Для средней толщины материала (2 мм) подойдут средние значения (20-23 В). Для толстых деталей (от 8 мм) требуется использовать высокое напряжение (от 28 до 30 В). Таблица поможет сориентироваться.
Для примера, если необходимо сварить металлический лист толщиной 3 мм, рекомендуется установить напряжение в диапазоне 20-22,5 В. Важно помнить, что получение сварного шва превосходного качества и без дефектов зависит от сбалансированности параметров напряжения с другими настройками.
Сила тока и скорость подачи проволоки
Эти два параметра тесно связаны между собой. Оптимальная сила выставляется в зависимости от скорости подачи проволоки. Регулируется она вместе с настройкой напряжения. Необходимо быть внимательным, поскольку чрезмерная скорость подачи сварочной проволоки может привести к возникновению наплывов. Слишком медленная скорость, в свою очередь, чревата расхождением шва или образованием волнистости. Так, при варке металлической детали толщиной 3 мм рекомендуется использовать силу тока в диапазоне 170-250 А и скорость подачи проволоки 200-220 м/час. Оптимальный выбор этих параметров при правильно выставленном напряжении является ключом к идеальному результату.

Если вы переборщили со скоростью подачи, вы поймете это сразу же после начала сварки. Так, проволока будет просто не успевать плавиться и будет происходить активное появление брызг. При низкой скорости подачи наконечник, из которого подается проволока, будет забиваться.
Давайте возьмем для примера все ту же металлическую деталь толщиной 3 мм. В этом случае рекомендуется использовать силу тока в диапазоне 170-250 А и скорость подачи проволоки 200-220 м/час. Оптимальный выбор этих параметров при правильной настройке напряжения — ключ к идеальному результату.
Выбор полярности
Это, пожалуй, наиболее простая процедура из описанных в статье. Производители облегчили вам задачу: на корпусе практически любого полуавтомата есть таблица, где подробно написано, что выбирать для работы с определенным сплавом или же металлом. Прямая полярность означает подключение пистолета к минусовому гнезду, а обратная полярность — к плюсовому. Выбор полярности зависит от вида используемой сварочной проволоки.
Подбор газовой смеси
Газовая смесь имеет важное значение в защите поверхности металла от кислородного окисления, уменьшении пористости швов и сокращении количества брызг. При работе с полуавтоматом применяются два вещества: аргон и углекислота, кроме того, используются и их различные комбинации:

Вообще, есть такая закономерность, чем больше аргона присутствует в составе смеси, тем более аккуратным и чистым получается соединение. С другой стороны, углекислый газ может давать более грубый результат, поэтому не рекомендуется его использование для сварки тонких листов металла и мелких деталей.
Вылет проволоки
Кроме выбора газовой смеси, также важно правильно настроить вылет проволоки. Так называется расстояние между концами проволоки и наконечника. Правильное выставление этого параметра позволяет сократить количество брызг, предотвратить недостаточный провар и коробление деталей.

Обычно применяются три вариации вылета проволоки:
Сварочный полуавтомат FUBAG INMIG 200 SYN PLUS
Напоследок рассмотрим некоторые распространенные сложности, с которыми сталкиваются при настройке сварочного полуавтомата.
Заключение
В этой статье мы рассмотрели основные настройки полуавтомата и их влияние на процесс сварки. Понять теоретическую часть не составит труда, но достичь стабильно хороших результатов возможно только через накопление опыта и внимательное отношение к множеству мелких деталей. Главное здесь — регулярная практика. Пользуйтесь таблицами и систематически тренируйтесь, и в итоге у вас обязательно получится идеальный сварной шов! Желаем вам успеха и верим в вас!
Сферы применения шкивов
Шкивы разных конфигураций используют при сборке оборудования, инструментов, приборов и механизмов в разных промышленных областях:
Одни варианты шкивов считаются универсальными, другие предназначены для применения в конкретной области, третьи — для реализации инновационных решений и проектов, воплощения новых идей и открытий в производственном сегменте.
Другие изделия из металла
Стандартная маркировка шкивов включает в себя несколько параметров, включая число ручьев, профиль приводного ремня, диаметр (рассчитывается по корду) и обозначение втулки. Например, маркировка 8 SPC 500 обозначает восьмиручьевый шкив с профилем SPC и диаметром 500 мм.
Стандартизованы также правила изображения шкивов на чертеже, чтобы деталь можно было изготовить, точно соблюдая форму и размер.
За тысячелетия применения конструкторы разработали множество конструкций шкивов ременных передач. Классификация шкивов проводится по различным признакам, включая тип используемого ремня.
Конструктивные особенности ременной передачи
Под ременной передачей понимают пару шкивов, которые соединены закольцованным ремнем. Обычно их располагают в одной плоскости. За счет перекрещивания плоские ремни можно менять направление вращения, а благодаря применению пассивных роликов – взаимное расположение осей. При этом падает часть мощности.
Зубчато-ременные приводы имеют зубцы одинакового профиля и шага. Они способны передавать большую мощность, не проскальзывать, а клиноременные приводы – увеличивать площадь зацепления.
Для расчета привода стоит учитывать следующие параметры:
Обычно вычисления выполняются в несколько этапов.
Понятие шкива и его применение
Шкивы используются для передачи крутящего момента с ведущего вала на ведомый. Для работы такого привода оба вала располагаются параллельно друг другу. На каждый вал надевается и закрепляется плоское колесо, их располагают в одной плоскости и соединяют бесконечным гибким приводным ремнем. При вращении приводного шкива сила трения заставляет двигаться ремень, который облегает часть его поверхности. Это движение передается ведомому шкиву, заставляя его вращаться.
Ременная передача широко используется в бытовой технике, механизмах станков малой и средней мощности, а также в различных двигателях внутреннего сгорания.
Преимущества использования ременной передачи включают:
Шкив — это диск на валу, состоящий из двух основных частей: обода и ступицы. Обод — это внешняя часть детали, которая входит в зацепление с ремнем. В зависимости от типа привода, обод может быть плоским или иметь углубление по форме ремня. Боковые выступы над ободом называются щеками, и они удерживают ремень от соскальзывания. Если привод клиновой, то щеки делают наклонными, чтобы увеличить площадь зацепления.
Если используется зубчатый привод, то на поверхности обода делают зубья соответствующей формы. Такой тип привода обеспечивает более точную передачу момента, но требует большей точности в изготовлении и монтаже.
В целом, шкивы представляют собой незаменимую деталь механизмов и устройств, которые используются в различных отраслях промышленности. Они имеют множество различных конструкций и используются в зависимости от условий и требований к приводу.
Клиновидные шкивы и их характеристики
Клиновидные шкивы являются самым распространенным типом и применяются с клиновидными ремнями. Боковые щеки на шкивах увеличивают площадь зацепления и позволяют передавать больший крутящий момент и скорость вращения. Наклон канавки обязательно указывается на чертеже детали.
Для уменьшения габаритов передачи или увеличения ее мощности, можно использовать многоручьевые шкивы, которые имеют несколько канавок. Также возможна поликлиновая передача, когда на шкив надевается единый ремень с несколькими клиновидными выступами.
На чертеже необходимо указывать количество канавок и давать подробное изображение только одной из них.
При превышении допустимой нагрузки начинается проскальзывание, которое защищает оборудование от повреждения.
Клиноременные передачи обеспечивают передачу наибольшего крутящего момента.
Особенности нарезания
Для этого производства применяют зубофрезерные станки, обрабатывая детали с помощью метода обката. Он самый трудоемкий и одновременно больше всего распространенный. Незаменим для нарезания цилиндрических зубчатых колес с внешним зацеплением для косых и прямых зубьев, имеющих коническую и стандартную, а также бочкообразную форму. Нарезка выполняется для червячных и блочных колес, шлицевых валов, звездочек цепной передачи.

Инструмент
Для массовой обработки применяют червячные фрезы, а в единичных работах резцы-летучки.
Нарезание червячного колеса выполняется инструментом с использованием стандартизованных осевых модулей. Тогда как для зубчатого – инструмент с нормальным модулем.
Важно, что должно быть соответствие делительного диаметра и числа витков на фрезе и таких же параметров на червяке, с которым изготавливаемое колесо будет сопрягаться во время работы. Соответствовать должен и профиль на режущих кромках, и сечение по диаметру.
Примечательно, что одна фреза с одинаковым модулем и профильным углом позволяет резать косые и прямые зубья под разное их число и наклон. Даже колеса на два венца с разным числом зубьев нарезают на одной установке детали.
Способы
При обкатном способе обработки обрабатываемое колесо и червячная фреза вращаются так, что повторяют работу в червячном механизме рейки и шестеренки. Для образования продольных стружечных канавок работают прямозубые профили. Сам профиль на зубьях колеса обрабатывают режущие кромки на червячной фрезе.
Зубья на червячных колесах обрабатываются такими методами:
Современное оборудование использует смешанные и комбинированные способы.
Зубья могут нарезаться под два угла передачи вращения – 90° и 45°. Второй вариант нужен для сильно нагруженных передач с низкоскоростным вращением или перемещением.
В червячных передачах наблюдается усиленное трение и нагрев между зубьями в силу того, форма движения у них – эвольвента, налагающая нагрузочные дополнительные усилия. Чтобы деталь была с повышенной устойчивостью к износу, зубья червяка выполняют, применяя хромистую закаленную сталь. Поверхность шлифуется или шугаруется, вдавливая верхний слой материала для создания наклепов с повышенной прочностью и гладкостью.
Разновидности шкивов и их изготовление
При использовании нескольких ремней на одном шкиве, на его ободе делают несколько канавок.
Ступица является внутренней частью шкива и имеет отверстие для крепления на валу. Часто обод и ступица изготавливаются в виде единой детали, которая отливается, вытачивается или фрезеруется.
Для уменьшения веса шкива его тело может содержать пустоты, которые формируют спицы. При изготовлении из дерева наличие спиц определялось технологией изготовления.
Для обеспечения взаимозаменяемости типоразмеры, технологические требования и маркировка шкивов стандартизованы. Они описаны в ГОСТ 20889-94 «Шкивы для приводных клиновых ремней» и ГОСТ Р 50641-94 (ИСО 4183-89).
Материалы для изготовления
Во время производственных мероприятий выполняем строгий мониторинг основных и сопутствующих требований к готовым изделиям. Основу этого правила составляет выбор материала, характеристики и свойства которого должны соответствовать физическим и эксплуатационным свойствам механизма. Работаем со следующими видами стали:
Обрабатываем заготовки из чугуна, алюминия, капролона, других неметаллических материалов.
Читать новости о новой Ниве
 Подбор масла для двигателя Нивы Шевроле. Полезные советы. «
Подбор масла для двигателя Нивы Шевроле. Полезные советы. « » Русский Хаммер», «Гном» и перевод Нива против Хаммера
» Русский Хаммер», «Гном» и перевод Нива против Хаммера ✅ Сравнить х рей и нива шеви —
✅ Сравнить х рей и нива шеви — Откройте для себя идеальное место для сна в очаровательном поле
Откройте для себя идеальное место для сна в очаровательном поле Снятие и установка стартера Chevrolet Niva
Снятие и установка стартера Chevrolet Niva Приора задние колеса тормозят быстрее передних
Приора задние колеса тормозят быстрее передних Быстрая и простая замена руля в полевых условиях: пошаговая инструкция
Быстрая и простая замена руля в полевых условиях: пошаговая инструкция Осваивая различия: Солекс против Дааза – выбирайте мудро
Осваивая различия: Солекс против Дааза – выбирайте мудро