Основные отклонения и допуски соединений с натягом
В таблицах приведены величины основных отклонений валов и отверстий по ГОСТ 25347-82 (СТ СЭВ 144-75), применяемые в посадках с натягом для размеров от 1 до 500 мм. По этим таблицам легко определить величины максимальных и минимальных натягов в соединениях.
Например, величины максимальных и минимальных натягов для соединения ∅35 H7/s6 находят следующим образом. Основное отклонение в системе отверстия для вала диаметром 35s6 равно 43 мкм. Эта величина является также и нижним значением поля допуска для вала.
Верхнее значение поля допуска для вала находим, прибавив к основному отклонению допуск IТ квалитета б; получаем 43 16 = 59 мкм. Для отверстия нижнее отклонение в системе отверстия равно нулю, а верхнее — значению допуска IT квалитета 7 (интервал размеров от 30 до 50).
Это значение равно 25. Таким образом, наибольший натяг является разностью максимального отклонения размера вала и минимального отклонения размера отверстия, т.е. 59 — 0 = 59 мкм. Минимальный натяг как разность минимального отклонения размера вала и максимального отклонения размера отверстия, т.е. 43-25=18 мкм.
Соединения цилиндрических деталей по посадке с гарантированным натягом
Эти соединения имеют преимущественное распространение и занимают промежуточное положение между неразъемными и разъемными соединениями, так как допускают нечастую разборку, нарушая целостность составных частей изделия. Следует учесть, что разборка соединения с гарантированным натягом изменяет свойства соединения.
Нагрузочная способность соединений с гарантированным натягом определяется преимущественно величиной натяга, который определяется выбором посадок для соединяемых деталей. Посадка определяет степень относительной подвижности (без напряженности соединения) или неподвижности (с напряженностью соединения) соединяемых деталей.
По размеру зазоров и натягов различают ряд посадок, подразделяющихся на три большие группы:
- посадки с натягом – обеспечивают натяг в соединении (поле допуска отверстия расположено под полем допуска вала). Рекомендуемые посадки H7/p6; H7/r6; H7/s7;
- переходные посадки – возможен натяг или зазор (поля допусков отверстия или вала перекрываются частично или полностью);
- посадки с зазором – обеспечивают зазор в соединении (поле допуска отверстия расположено над полем допуска вала) (рис. 1).
Следовательно, для соблюдения условия создания натяга разность между размерами вала В и отверстия О должна быть больше нуля, т.е. В – О = Н > 0.
Рис. 1. Поля допусков для обеспечения посадок с натягом
Создание натяга должно учитывать упругие свойства соединяемых деталей. Если свойства материала детали не будут учтены, то возможны случаи, когда посадка не может быть реализована по условию прочности деталей.
Достоинства таких соединений в простоте и технологичности конструкции за счет отсутствия соединительных деталей, в обеспечении хорошего центрирования соединяемых деталей, в возможности применения при очень больших осевых нагрузках и вращающих моментах и в высокой надежности при ударных нагрузках.
Основные недостатки этих соединений – возможная неконтролируемая потеря упругости соединяемых деталей, ограниченность несущей способности при вибрационных нагрузках и падение несущей способности соединения после разборки.
Характерными примерами применения соединений с гарантированным натягом являются колесные пары и бандажи железнодорожного подвижного состава (рис. 2, а), ступицы и венцы зубчатых и червячных колес (рис. 2, б), крепление на валу неподвижных колец подшипников качения (рис. 2, в), где показана подшипниковая посадка.
Соединения с гарантированным натягом могут быть выполнены тремя способами:
- продольной сборкой путем запрессовки осевой силой (рис. 2, г);
- поперечной сборкой с помощью нагрева или охлаждения одной из деталей до состояния, при котором они свободно соединяются;
- комбинированной, например, гидропрессовой сборкой, при которой одновременно с действием осевого усилия в зону контакта сопрягаемых деталей подается масло под высоким давлением для получения необходимой поперечной деформации.
Рис. 2. Примеры прессовых соединений деталей
Из этих трех способов наиболее доступным и наименее совершенным является первый – запрессовка, так как при нем неизбежно повреждение контактных поверхностей, нарушение микрогеометрии их поверхности и, как следствие, снижение нагрузочной способности соединения, которое обычно называют прессовым.
Расчет на прочность прессовых соединений
В результате сборки прессового соединения за счет натяга на сопрягаемых поверхностях возникают контактные давления р (рис. 2, в), которые полагаем равномерно распределенными по поверхности контакта. Если на конструкцию действуют осевая сила F и вращающий момент Т, то на сопрягаемых поверхностях возникнут силы трения, которые должны исключить относительное смещение деталей соединения. Пользуясь принципом независимости действия сил, можем написать условия равновесия:
где f – коэффициент трения (табл. 1).
Из вышеприведенных условий равновесия определим минимально необходимые значения контактного давления:
Таблица 1. Коэффициент трения (сцепления) f при посадках с натягом
Если осевая сила F и вращающий момент Т действуют одновременно, то расчет ведут по равнодействующей R осевой и окружной силы:
В зависимости от ответственности соединения полученное минимально необходимое значение pmin увеличивают, умножая его на коэффициент запаса сцепления К = 1,5…3.
Если в соединении предусмотрена призматическая шпонка, то К = 1,3…1,5.
По найденному расчетному контактному давлению р = Kpmin определяем расчетный натяг Np:
где C = (d 2 d1 2 ) / (d 2 — d1 2 ) — υ1 ; C = (d2 2 d 2 ) / (d2 2 — d 2 ) υ2 ; E1 , υ и E2 ,
υ2 – модули упругости и коэффициенты Пуассона соответственно для материалов охватываемой и охватывающей деталей (табл. 2).
Таблица 2. Модуль упругости E, коэффициент Пуассона v, температурный коэффициент линейного расширенияα, °С, материала деталей
| Материал | Е, МПа | v | α, єС |
| Сталь | 2,1·10 5 | 0,3 | 12·10 -6 |
| Чугун | (1,0÷l,5)·10 5 | 0,25 | 10·10 -6 |
| Бронза оловянистая | 0,8·10 5 | 0,35 | 19·10 -6 |
| Бронза безоловянистая, латунь | 1,0·10 5 | 0,35 | 19·10 -6 |
Размеры d (H7/r6), d1 и d2 показаны на рис. 2, б; если охватываемая деталь сплошная, то d1=0.
Учитывая возможное нарушение микрогеометрии (огранки) контактных поверхностей при сборке прессового соединения, полученное значение расчетного натяга Np увеличивают на поправку на срезание и сглаживание микронеровностей (шероховатости):
где Rz1 Rz2, Ra1 Rа2 – высоты микронеровностей; тогда требуемый натяг
(если сборку выполняют нагреванием или охлаждением деталей, то u=0).
По величине требуемого натяга NT подбирают рекомендуемую ближайшую посадку с наименьшим натягом, при котором NT ≈ Nmin.
Наибольший расчетный натяг, соответствующий выбранной посадке Nб:
Максимальное давление р, которое может возникнуть на контактной поверхности соединяемых деталей:
Эквивалентное напряжение охватывающей детали из упругого материала:
Две предыдущие формулы применимы только при натягах в области упругих деформаций.
Сборка прессового соединения с нагревом охватывающей или охлаждением охватываемой детали
Разность температур охватываемой и охватывающей детали, при которой достигается свободное их сопряжение во время сборки, определяют по формуле:
где Nmax – наибольший натяг выбранной посадки, мкм; δ – зазор, необходимый для свободного соединения деталей, принимаемый равным 10 мкм при d=30 ÷ 80 мм, 15 мкм при d>80 ÷ 180 мм и 20 мкм при d>180 ÷ 400 мм; d – номинальный диаметр соединяемых поверхностей, мм; α – коэффициент линейного расширения нагреваемой или охлаждаемой детали:
Для случая, когда особо важна прессовая посадка толстостенной втулки (ступицы) на сплошной вал, предельный наибольший натяг Nпpeд можно определить из условия прочности втулки по формуле:
где ⎡σp⎤ = σT/[s] – допускаемое напряжение для втулки, σ = 240 МПа;
[s] – допускаемый коэффициент запаса прочности; Е – модуль упругости; для стальной толстостенной втулки Е = 2•10 5 МПа, [s]=1,2.
Пример.Цилиндрическое соединение с натягом – соединение венца червячного колеса со ступицей колеса, при следующих данных (рис. 2, а): диаметр посадочной поверхности d=250 мм, длина посадочной поверхности l=60 мм, диаметр отверстия для вала в центре колеса d1=80 мм, диаметр впадин зубчатого венца d2=280 мм, крутящий момент, передаваемый червячным колесом, T=400 Н•м. Материал венца – бронза Бр АЖ9-4Л (отливка в кокиль). Материал ступицы колеса – чугунное литье СЧ15.
Определим необходимое давление р на поверхности контакта венца с центром колеса, приняв коэффициент трения между ними f=0,05:
Для вычисления требуемого расчетного натяга Nр соединения при υ1=0,25; υ2=0,35:
Модули упругости для чугуна Е1 =1,3•10 5 МПа, для бронзы Е2 =1,1•10 5 МПа.
Расчетный натяг соединения:
Обработку контактных поверхностей зубчатого венца и центра колеса назначаем с высотами неровностей Rz1=Rz2=10 мкм.
Действительный натяг соединения:
По полученному значению NТ подбираем соответствующую стандартную посадку. Из таблицы допусков и посадок для данного соединения примем посадку ø 250 Н/s7 с наименьшим натягом Nм=68 мкм и наибольшим натягом Nб=186 мкм. Наибольший расчетный натяг, соответствующий выбранной посадке: 
Максимальное давление р, которое может возникнуть на контактной поверхности соединяемых деталей:
Проверим венец червячного колеса на прочность. Примем с некоторым приближением, что материал венца пластичен и одинаково работает на растяжение и сжатие; при этом применима третья теория прочности. Эквивалентное напряжение венца:
Такое напряжение вполне допустимо (оно ориентировочно в 2,5…3 раза ниже условного предела текучести для бронзы Бр АЖ9-4Л при отливке в кокиль).
Соединения деталей с коническими поверхностями с гарантированным натягом
В конических соединениях натяг создают осевым смещением ступицы относительно вала. Так как упорный бурт на валу не выполняют, в конических соединениях не может быть обеспечена осевая точность фиксации ступицы на валу. Для обеспечения хорошего центрирования соединяемых деталей без перекоса отношение длины соединения к наибольшему диаметру должно составлять l/d > 0,7.
Рис. 3. Коническое соединение деталей с гарантированным натягом
В соответствии с ГОСТ 12081-72 конусность концов валов принимают:
Относительное осевое смещение ступицы и вала осуществляют гайкой.
Осевое усилие F, создаваемое гайкой, и давление на сопряженную поверхность связаны зависимостью:
В связи с разбросом в значениях коэффициента трения f и сложностью контроля усилия затяжки гайки рассматриваемое коническое соединение применяют в сочетании с призматической шпонкой, повышающей надежность соединения.
Осевое усилие F, необходимое для передачи крутящего момента Т (Н•м), определяют по формуле:
где λ – коэффициент запаса сцепления, λ=1,3.
Учитывая допускаемое напряжение [σр] для наименьшего сечения d3 (рис. 3), найдем осевую силу:
где [σр]=σт/[s] – допускаемое напряжение и σт – предел текучести для материала вала; [s] – допускаемый коэффициент запаса прочности; при контролируемой затяжке принимают [s]=1,5 ÷ 2,2 для валов из углеродистой стали; [s]=2 ÷ 3 – из легированной стали; при неконтролируемой затяжке для d3 ≤ 30 мм приведенные значения [s] необходимо увеличить в два раза.
где F – осевое усилие, создаваемое гайкой, эквивалентное продольной силе;
– расчетная площадь поперечного сечения шейки резьбы d3.
Источник
Комплектация и изучение технической документации
Подготовку к монтажу электрических машин начинают с комплектации технической документации и подробного ее изучения. В состав технической документации входит документация, передаваемая заказчиком, и документация, разработанная организацией, монтирующей электрические машины.
Документация, передаваемая заказчиком, включает техническую документацию, полученную от завода-изготовителя (паспорта машин, подлежащих монтажу, техническое описание с инструкциями по монтажу и эксплуатации каждой машины, сборочные заводские чертежи); комплектовочные (отправочные) ведомости; инструкции по сборке машин, отгруженных заводом-изготовителем в разобранном виде, и техническую документацию, разработанную проектной организацией применительно к данному конкретному объекту.
В состав последних входит: строительное задание на фундаменты под электрические машины с указанием габаритов и отметок фундаментов и их привязки к осям помещения, а также отметок и привязки осей валов механизмов; документация проектной организации; перечень допустимых статических и динамических нагрузок на перекрытия; чертеж машинного зала (или другого помещения, предназначенного для установки электрических машин) с указанием грузоподъемности установленных в нем кранов и высоты от пола до крюка крана.
Вся техническая документация, получаемая монтирующей организацией от заказчика, должна иметь штамп с надписью «Разрешено к производству работ» и подпись ответственного представителя заказчика. Кроме того, заказчик должен письменно подтвердить, что передаваемые в монтаж электрические машины или агрегаты поставлены заводом-изготовителем без конструктивных изменений, влияющих на размеры и привязку осей фундаментов.
При получении технической документации от заказчика монтажная и строительная организации должны совместно проверить соответствие основных размеров и привязки осей фундаментов, указанных в строительном задании, требованиям проектной организации на разработку этого задания и чертежам расположения электрических машин в машинном зале; правильность высотных отметок валов сочленяемых электрических машин и агрегатов, а также валов технологического оборудования, устанавливаемого на сооружаемых фундаментах.
Отклонения, обнаруженные в чертежах, подлежат устранению заказчиком.Объем и содержание документации, разработанной организацией, монтирующей электрические машины, определяются мощностью и габаритами последних. Для монтажа крупных электрических машин, как правило, разрабатывают проект производства работ (ППР), а для средних машин — технологические записки.
По получении технической документации монтажному персоналу прежде всего необходимо убедиться в ее комплектности и соответствии монтируемым электрическим машинам и агрегатам, а затем приступить к ее изучению.Изучение технической документации начинают с подробного ознакомления с паспортами, технической характеристикой и назначением каждой машины, а также с техническим описанием и инструкцией по монтажу и эксплуатации машин.
Инструкции входят в состав сопроводительной документации, отправляемой заводом- изготовителем непосредственно с машинами в одном из закрытых мест.В паспорте машины указывается ее основная техническая характеристика: тип машины, мощность, максимальный момент (для двигателей), дата выпуска, завод- изготовитель и т. д.
Техническое описание с инструкцией по монтажу и эксплуатации содержит краткие сведения о назначении машины; ее основные технические данные; описание устройства машины; перечень специального инструмента и приспособлений, отгружаемых заводом в комплекте с машинами (например, ключ для регулирования болтов отжимных планок ротора, прижимающих катушки полюсов к полюсным башмакам, винты для прижатия отжимных планок ротора, ключ для подпрессовки сердечника статора отжимными болтами гребенок, ключ для заворачивания гаек, контрящих указанные отжимные болты, и др.); сведения о маркировке сборочных единиц машин; рекомендации по хранению машин; указания по консервации и расконсервации машин; требования к разборке и сборке; краткие указания по монтажу и подготовке к эксплуатации; перечень контролируемых величин; перечень возможных неисправностей и способов их устранения; указания по технике безопасности.
Непосредственное отношение к монтажу и наладке электрических машин имеют содержащиеся в техническом описании с инструкцией по монтажу и эксплуатации чертежи и схемы, которые необходимо внимательно рассмотреть и изучить. К последним, в частности, относятся: общий вид машины; схемы (расположения щеток на коллекторе; пришлифовки щеток к поверхности коллектора; установки щеток на нейтраль; мест подключения мегаомметра для измерения сопротивления изоляции; определения места замыкания изоляции подшипника); чертеж приспособления для сдвига статора и другие чертежи в зависимости от мощности, габарита и назначения электрических машин.
Затем подробно изучают комплектовочные (отправочные) ведомости и сборочные заводские чертежи, а по машинам, поступившим от завода-изготовителя в разобранном виде, инструкцию предприятия по их сборке.В заключение весь монтажный персонал должен тщательно изучить проект производства работ или технологическую записку на монтаж электрических машин.
Максимально допустимое удельное контактное давление
σт1 — предел текучести материала охватывающей детали 1;
Расчётное максимальное напряжение растяжения на внутренней поверхности охватывающей деталипри максимальном натяге в соединении :
Расчетное напряжение растяжения на внутренней поверхности охватываемой деталипри минимальном натяге в соединении:
Расчетное максимальное напряжение сжатия на внутренней поверхности охватываемой деталипри максимальном натяге в соединении :
Расчетное напряжение сжатия на внутренней поверхности охватываемой деталипри минимальном натяге в соединении :
Машины с разъемным статором.
Крупные электрические машины переменного тока диаметром более 3 м и машины постоянного тока такого же или меньшего диаметра выпускают с разъемным статором.Перед строповкой нижней половины статора 3 во избежание ее изгиба и поломки во время подъема в разъем статора устанавливают распорный деревянный брус 4 (рис. 4.19).

Рис. 4.18. Крепление подшипникового стояка и фундаментной балки общим фундаментным болтом:
1 — клин; 2 — подшипниковый стояк; 3 — фундаментный болт; 4 — фундаментная балка; 5 — опорная плита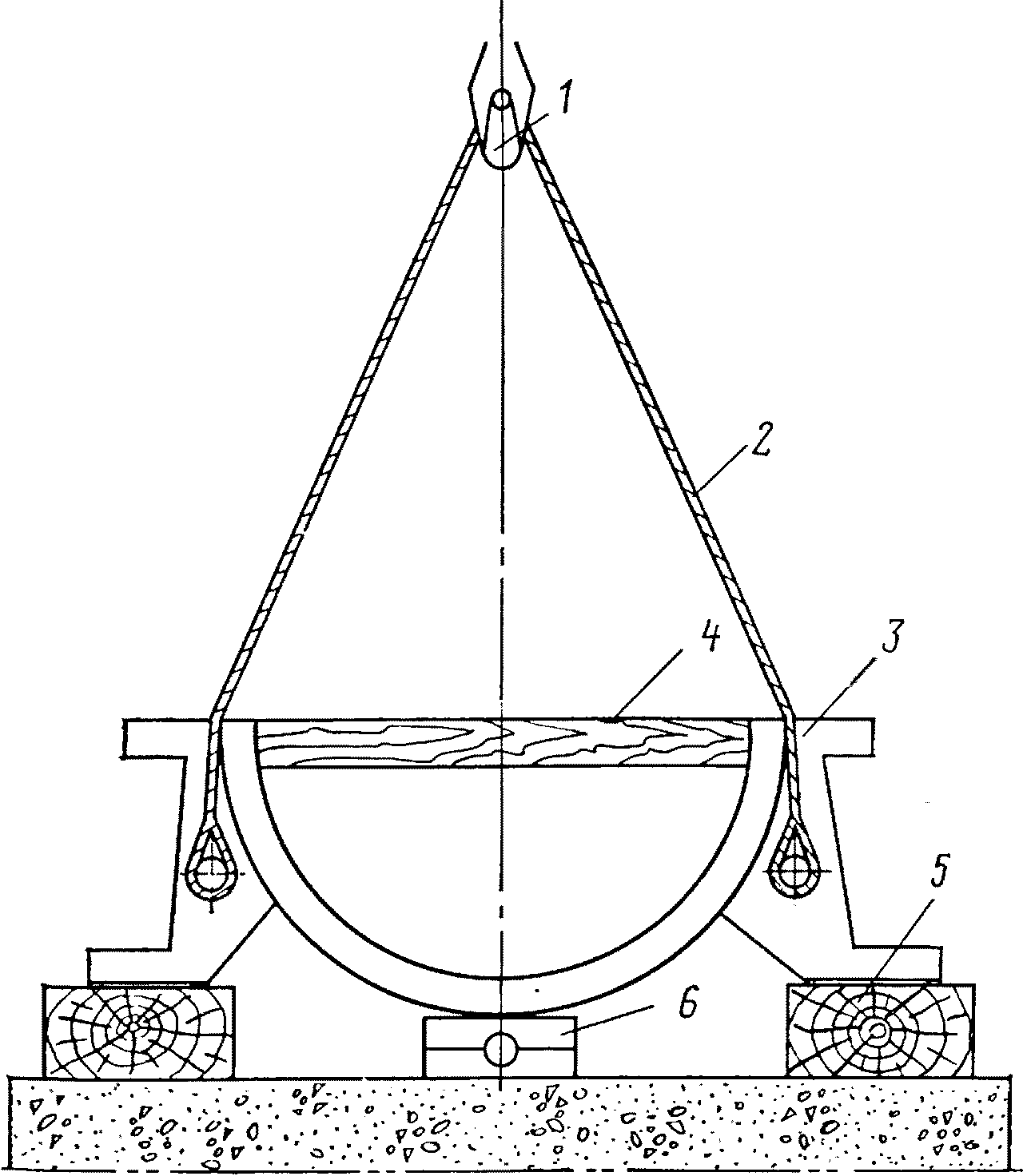
Рис. 4.19. Строповка нижней половины статора:
1 — крюк крана; 2 — строп; 3 — нижняя половина статора; 4 — распорный брус; 5 — шпала; 6 — подпирающий домкрат 
Рис. 4.20. Установка и выверка нижней половины статораВ местах опирания статора на фундаментной плите (или фундаментных балках) предварительно выкладывают подкладки для регулирования положения статора по высоте.
Положение установленной на плите нижней половины статора выверяют, как показано на рис. 4.20, при помощи натянутой струны. В результате выверки необходимо обеспечить равенства:![]()
Стык обеих половин статора не должен иметь зазоров. Проверку плотности прилегания верхней половины статора к нижней производят щупом. Выступы в стыке высотой более 0,2 мм осторожно опиливают, место стыка очищают металлической щеткой и продувают сжатым воздухом.
Рис. 4.21. Сегментные подшипники
Нижнюю половину статора крепят к фундаментной плите только после сболчивания обеих половин и проверки воздушного зазора между статором и ротором. При этом следует учитывать, что воздушные зазоры необходимо проверить дважды: после соединения обеих половин и затем после затяжки болтов, крепящих статор к фундаментной плите.
Машины с сегментными подшипниками.
Генераторы повышенной частоты имеют подшипники с верхними и нижними вкладышами, состоящими из отдельных сегментов с баббитовой наплавкой (подушкой).Устройство сегментного подшипника показано на рис. 4.21. Каждый сегмент 5 вкладыша может перемещаться в своем гнезде, что позволяет сегментам самоцентрироваться в некоторых пределах относительно шейки вала.
Плоскость 7 разъема вкладышей сегментного подшипника не совпадает с плоскостью разъема крышки подшипникового стояка, так как имеет небольшой наклон к горизонтали. Положение каждого сегмента можно регулировать регулировочными винтами 2, размещенными в корпусе 4 и упирающимися в сферическое углубление сегмента.
В радиальном направлении перемещение сегментов ограничено упорами 1, а в осевом — упорными кольцами 6, расположенными по торцам. Эти кольца одновременно являются и лабиринтными уплотнениями вкладышей, способствующими снижению расхода масла, а также уменьшению его загрязнения (подробнее о лабиринтных уплотнениях см. § 7.3).
Подшипники имеют принудительную смазку. Подача масла в подшипник осуществляется через полый стопор 2, ввернутый в корпус который, кроме того, предотвращает поворачивание вкладышей подшипника на шейке вала при его вращении. Для стока масла подшипник снабжен трубкой 8.
Для выемки вкладыша из подшипникового стояка следует повернуть его в гнезде таким образом, чтобы плоскость разъема вкладыша совпадала с плоскостью разъема крышки стояка, затем вынуть направляющие шпильки и болты, стягивающие между собой нижний и верхний вкладыши, снять верхний вкладыш, после чего выкатить нижний.
Без такой предварительной подготовки разборка и сборка сегментных подшипников невозможны, а всякое чрезмерное усилие, прикладываемое для снятия верхнего вкладыша, может привести к его повреждению.В связи с тем, что генераторы повышенной частоты имеют воздушный зазор между статором и ротором 0,9—1,9 мм, подъем вала для выкатки вкладышей подшипников производят только гидравлическим или клиновым домкратом с соблюдением мер предосторожности, исключающих повреждение ротора или статора.
Методика инженерного расчёта натяга при запрессовке деталей
Ниже представлена краткая методика инженерного расчёта натяга при запрессовке деталей друг в друга. Расчетные зависимости и положения этой методики могут быть использованы для оценки действующих напряжений растяжения и сжатия, момента сопротивления вращению в соединении и необходимой температуры нагрева охватывающей детали с целью обеспечения неподвижности соединения.
Перед проведением расчёта необходимо определиться с исходными данными материалов для детали 1 и детали 2: пределы прочности, пределы текучести, коэффициенты Пуассона, коэффициенты линейного расширения материалов этих деталей, и, естественно, размеры этих деталей для нормальных условий (см. Рисунок).
Рисунок. Схема к методике расчёта натяга в соединении.
Ширина деталей в радиальном направлении определяется для каждой из деталей по формулам:

Момент сопротивления вращению соединения
F — площадь поверхности соединения с натягом;
f — коэффициент трения покоя в соединении, для стальных деталей можно принять приближенно равным
Источник
Напряжение растяжения в детали 1 (охватывающей детали — втулке или кольце)
E1 — модуль упругости материала детали 1 (охватывающая деталь);
E2 — модуль упругости материала детали 2 (охватываемая деталь).
Общие положения
Производительность труда и качество работ по монтажу современных средних и особенно крупных электрических машин и агрегатов, имеющих сложное устройство и значительную массу (исчисляемую многими тоннами, а в ряде случаев и десятками тонн в единице), в большой мере определяется уровнем и объемом организации работ.
Организацию работ по монтажу таких электрических машин нельзя ограничить только вопросами выбора тех или иных методов производства работ, того или иного приспособления или механизма для установки и выверки машин, центровки валов и т. п.В действительности организация работ по монтажу средних и крупных электрических машин намного сложнее и включает ряд разделов, каждый из которых в свою очередь объединяет комплекс отдельных вопросов.
К таким разделам, в частности, относятся: комплектация и изучение технической документации; изучение проекта производства работ (ППР); приемка помещений и фундаментов, предназначенных для установки электрических машин; подготовка специальных инструментов, механизмов, приспособлений и приборов; рациональная организация труда и рабочего места бригады монтажников; выбор прогрессивных методов производства монтажных и испытательных работ.
Отношения диаметров

Оценочная расчётная температура нагрева охватывающей детали
tair — температура окружающего воздуха;
Δtloose — понижение температуры охватывающей детали 1 от момента времени её нагрева до момента времени соединения с деталью 2;
α1 — коэффициент температурного линейного расширения материала охватывающей детали 1.
Помогите с прикидочным расчетом по горячей посадке бандажа.
Итак все сделал уже давненько, просто занят и небыло времени отчитаться.
Итак микрофотоотчет.

Выточил «калибр» из более мение подходящего болта дабы не пролететь с размером — измерениям штангелем внутреннего диаметра я не сильно доверяю. Калибр выточен как проходной,то есть уже после его прохода в заготовку начинаю чистовые проходы и частые промеры….дабы не переточить.




Соответственно кольцо бандаж с размерами. Фаска снята с той стороны где кольцо будет контачить со шкивом -там галтель и дабы кольцо не уперлось снял большую фаску.

Кольцо калибр. Входит на сухую от руки но довольно плотно.



Посадка на горячую. Фотки процессу нет — не до того. Температура шкива минус 18-25 гр., температура кольца 800 гр по термодатчику муфельной печи, цвет свечения соломенно-красный. Посадка очень легкими легкими ударами молотка…
Окалина присутствовала но я перед нагревом смазал колечко тоненьким слоем масла, типа воронение для уменьшения коррозии.

На последней фотке видно как вжало отломанный кусочек на свое место, особенно если сравнить с ранними фотками.
На пробу попробовал посадить шкив на на вал садиться четко и очень плотно.
Думаю будет работать и без прихвататок электросваркой, единственное от ржавчины прокрашу бандаж.
Для себя вывел что посадка в 0,01-0,02% от диаметра похоже правильная формула.
Посмотрим как будет работать.
Особое спасибо хожу выразить товарищу Железный дровосек за большую помощь в ЛС, хоть мы и не во всем сошлись во взглядах на методы, но его помощь в расчете и осмыслении проблемы была очень кстати. Спасибо. :hi: :good:
Посадка деталей нагревом
В тех случаях, когда осуществление посадки под прессом невозможно в силу больших габаритов сопрягаемых деталей, используют горячую посадку.
Посадка с нагревом заключается в том, что одна из сопрягаемых деталей (охватывающая) нагревается до необходимой температуры, достаточной для свободной посадки на другую (охватываемую) деталь. Температура нагрева зависит от размера сопрягаемой детали и заданной величины натяга.
Этот способ имеет то преимущество, что детали нагреваются равномерно и исключается их деформация. Нагрев деталей в горячем минеральном масле исключает к тому же появление возможной коррозии, что является преимуществом при посадке на вал подшипников качения и других деталей.
Нагревание деталей может производиться в газовых или электрических нагревательных печах сразу партией, что обеспечивает непрерывность в работе при серийном и массовом производстве. В данном случае также обеспечивается равномерный нагрев деталей; кроме того, необходимая температура может быть отрегулирована в нужных пределах с высокой точностью.
Нагревание электрическим током методом сопротивления или индукцией используется главным образом при горячей посадке крупных деталей. Для этой цели применяются специальные индукторы или спирали, которые надеваются или вставляются в одну из деталей и при пропускании через них электрического тока высокой или промышленной частоты вызывают нагрев детали.
Так, например, с помощью т.п.ч. (токов промышленной частоты) обеспечивается нагрев крупных деталей шестерен, муфт, катков, букс, шарикоподшипников и других деталей, имеющих размер посадочного отверстия 300 мм при наружном диаметре детали до 1000 мм и ширине 350 мм.
При запрессовке обеспечиваются прессовые, тугие и скользящие посадки, выполненные по 2-му и 3-му классам точности. Время нагрева деталей указанных габаритов до температуры 150-200°С длится всего лишь 15-20 мин.
Для стальных деталей, необходимая температура нагрева охватывающей детали подсчитывается по формуле:
Источник
Проект производства работ на монтаж электрических машин
Проект производства работ (ППР) разрабатывается только на монтаж крупных электрических машин или агрегатов. ППР является руководством для производства монтажных работ, предназначенным для повышения организационно-технического уровня выполняемых работ на основе использования прогрессивной технологии, новейших механизмов и приспособлений, а также требований научной организации труда в целях обеспечения высокого качества, повышения производительности труда и сокращения сроков монтажа.
ППР, выполненный с учетом приведенных требований, помогает монтажному персоналу организовать работы передовыми методами, рационально расставить и использовать членов бригады, своевременно подготовить фронт работ, составить заявки на необходимые механизмы, приспособления, инструмент и приборы для производства работ.
ППР разрабатывает участок инженерной подготовки производства (УИПП) электромонтажного управления на основе технической документации, полученной от заказчика (см. § 2.2), «Инструкции по организации подготовки производства электромонтажных работ» и типового проекта производства работ на монтаж электрических машин.
При разработке ППР учитываются условия поставки электрических машин (в собранном или разобранном виде), наличие подъемно-транспортных средств (в том числе установленных на строящемся объекте) и др.В общем случае в ППР на монтаж электрических машин или агрегатов входят: пояснительная записка, содержащая краткие сведения по объекту; техническая характеристика монтируемых машин; ведомость физических объемов монтажных работ; ведомость изменений и дополнений к проекту; ведомость закладных деталей в монтажных проемов; календарный или сетевой график производства работ; таблица технико-экономических показателей (объем затрат труда, потребность в рабочей силе с указанием квалификации и количества рабочих, выработка и др.); план размещения сборочных единиц электрических машин в монтажной зоне, учитывающий удельную нагрузку на перекрытия; расчет и перечень клиньев и подкладок под фундаментные плиты или клиновых домкратов и винтовых устройств (при бесподкладочном методе монтажа); расчет стропов и канатов, необходимых для перемещения электрических машин и их сборочных единиц; схемы строповки отдельных сборочных единиц; технология монтажа с указанием последовательности выполнения отдельных операций; технологическая маршрутная карта такелажных работ; ведомость применяемых при монтаже подъемно-транспортных средств (в том числе подъемно-транспортных механизмов строящегося объекта, например мостовых кранов или кран-балок), монтажных механизмов, специального инструмента, приспособлений, приборов, основных и вспомогательных материалов; указания по безопасности труда, разработанные конкретно для монтируемых электрических машин и для данного объекта; перечень форм сдаточной документации.
Технологические записки являются руководством для монтажа средних электрических машин. В технологической записке приводят лишь краткие сведения для монтажного персонала. В нее входят: техническая характеристика монтируемых машин; указания по технологии монтажа с перечнем последовательности выполнения операций; ведомость применяемых при монтаже подъемно-транспортных средств, механизмов, специального инструмента, приспособлений, приборов, основных и вспомогательных материалов; указания по безопасности труда.
Расчетное удельное контактное давление на посадочной поверхности при минимальном натяге
δmin — минимальный натяг в соединении;
Расчётные коэффициенты для деталей

μ1 — коэффициент Пуассона для охватывающей детали;
μ2 — коэффициент Пуассона для охватываемой детали.
Соединения деталей с гарантированным натягом
Соединение деталей с гарантированным натягом – неподвижное соединение деталей, у которых перед сборкой наружный размер охватываемой детали больше соответствующего внутреннего размера охватывающей детали. Упругие свойства соединяемых деталей вызывают силы сопротивления растяжению-сжатию материалов, которые, преодолевая трение и неровности контактирующих поверхностей, создают гарантированный натяг, обеспечивая прочность соединения.
Соединения деталей, которые передают рабочие нагрузки при гарантированном натяге, могут быть с цилиндрическими и коническими поверхностями.
Соединения с натягом
Чистота обработки контактирующих поверхностей имеет большое значение для прочности соединений с натягом. Как показывают многочисленные опыты, шероховатостьRa этих поверхностей должна быть в пределах 0,8… 1,25 мкм. Такую шероховатость можно получить: для валов — чистовым точением и шлифованием; для отверстий — чистовой расточкой, шлифованием или развертыванием, а также протяжкой.
Входные фаски посадочных поверхностей деталей для соединений с натягом показаны на рис. 1. При посадке без шпонки величина входной фаски на валу и в отверстии берется по таблице, приведенной на рисунке.
При посадке со шпонкой длина входной фаски берется больше с тем, чтобы обеспечить точную посадку шпонки в паз отверстия. Рекомендуется применять фаску с уклоном 1:10 на длине а или поясок, выполненный по свободной посадке на длине а посадочной части вала (до начала прямолинейного участка шпоночного паза).
Зубчатый венец на маховике автомобильного двигателя (рис. 2) имеет специальную посадку без дополнительного крепления. Натяг в этой посадке несколько больше минимального натяга посадки Н10/х8.
Крепление зубчатых колес на промежуточном валу автомобильной коробки передач показано на рис. 3. Все зубчатые колеса, кроме одного, имеют посадку H7/r6 с дополнительной фиксацией сегментными шпонками. Второе слева зубчатое колесо имеет посадку F7/r6.
Крепление венца червячного колеса на центре (рис. 4) выполнено с посадкой H7/s6. Чтобы исключить при эксплуатации снижение несущей способности вследствие ослабления натяга, предусмотрены резьбовые штифты. Соединение центра вала выполнено с применением посадки H7/r6. Для удобства сборки на части длины вала предусмотрен заходный цилиндрический участок с посадкой Н7/f9.
Кожух полуоси автомобиля (рис. 5) рассчитан на большую нагрузку и соединен с полуосью с большим натягом (посадка H7/u8). Материал полуоси — сталь 40Х, а кожуха, в который она запрессована, — ковкий чугун.
Составное колено коленчатого вала двигателя мотоцикла показано на рис. 6. Шатунная и коренная шейки коленчатого вала запрессованы в щеки вала. Как показывает опыт, натяг в этом случае должен быть от 1:800 до 1:900 номинального диаметра посадки (в пределах посадок Н7/u8 и Н8/u8).
Крепление штока с бабкой ковочного молота (рис. 7) может осуществляться по конической поверхности с малым углом конуса. Это исключает применение дополнительных средств крепления.
Крепление бандажа на центре вагонной оси (рис. 8) обеспечивается посадкой G8/u7, а центра на оси -посадкой Н7/s6. Оба соединения не имеют никаких дополнительных креплений.
Соединение центральной части ротора генератора с хвостовиками (рис. 9) осуществлено при помощи стяжек а, поставленных с температурным натягом. Для предохранения стяжек от выпадения под действием центробежной силы предусмотрены крышки б, вставленные в косой паз.
Источник
Технологическая последовательность операции
Объем работ и технологическая последовательность операций по монтажу средних и крупных электрических машин зависят от того, в каком виде они поступают с завода-изготовителя: в собранном или разобранном. Электрические машины, поступившие с завода-изготовителя в собранном виде, как правило, на месте монтажа не разбирают.
После операций по подготовке таких машин к установке их при необходимости подвергают осмотру в объеме, предусмотренном актом, составленным компетентными представителями предприятия-заказчика и монтажной организации.Монтаж электрических машин, поступивших в собранном виде, производят в такой последовательности: устанавливают на фундамент; выверяют; устанавливают полумуфты и центруют валы; проверяют пригонку вкладышей подшипников; подливают бетонной смесью фундаментные плиты и фундаментные болты; проверяют центровку валов после подливки; подсоединяют внешние кабели; монтируют воздухоохладители, маслопроводы и заземление; устанавливают защитные кожухи, щиты и ограждения.
При этом работы по монтажу преобразовательных агрегатов, поступивших в собранном виде, отличаются по объему и очередности операций от работ по монтажу одиночных приводных двигателей (подробно см. § 4.2).Монтаж электрических машин, поступивших в разобранном виде, значительно сложнее монтажа машин, собранных на заводе-изготовителе, и включает следующие основные технологические операции:установку и выверку фундаментной плиты;установку и выверку подшипниковых стояков;заводку ротора в статор;установку нижних вкладышей подшипников;установку статора вместе с ротором на фундаментную плиту; установку полумуфт и центровку валов;проверку зазоров в подшипниках и пригонку подшипников;выверку воздушных зазоров и совмещение магнитных осей статора и ротора;подливку фундаментных плит и фундаментных болтов бетоннойсмесью, проверку центровки валов после подливки фундаментных плит;окончательную сборку подшипников и проверку их уплотнения;установку щеточной траверсы и регулировку щеток и щеткодержателей;подсоединение внешних кабелей, воздухоохладителей, маслопроводов и заземления; установку защитных кожухов, щитов и ограждений.
При монтаже менее тяжелых машин можно установить статор, а затем ротор и после этого произвести центровку. Эту же последовательность монтажных операций применяют при монтаже машины с одним подшипниковым стояком, а также при монтаже приводных двигателей средней мощности.
Установка и выверка фундаментных плит на подкладках и клиньях
Фундаментные плиты для средних и крупных электрических машин, поставляемые вместе с машинами, изготовлены из толстой листовой стали или швеллеров и балок крупного сечения. При этом для электрических машин, входящих в состав преобразовательных агрегатов, в зависимости от габаритов последних фундаментные плиты изготовляют в виде одной плиты, общей для всего агрегата, или отдельными для каждой машины, а для приводных двигателей, как правило, только в виде отдельной плиты.
- а) или с анкерными плитками 1 (рис. 4.2,б).
Крепление крюкообразными фундаментными болтами применяют для машин сравнительно небольшой мощности. При спокойной нагрузке отношение длины крюкообразного болта к его диаметру принимают равным 20, а при тяжелых условиях работы машины до 40. Длина крюкообразных болтов до 2 м.Крепление фундаментными болтами с анкерными плитками применяют для крупных электрических машин.
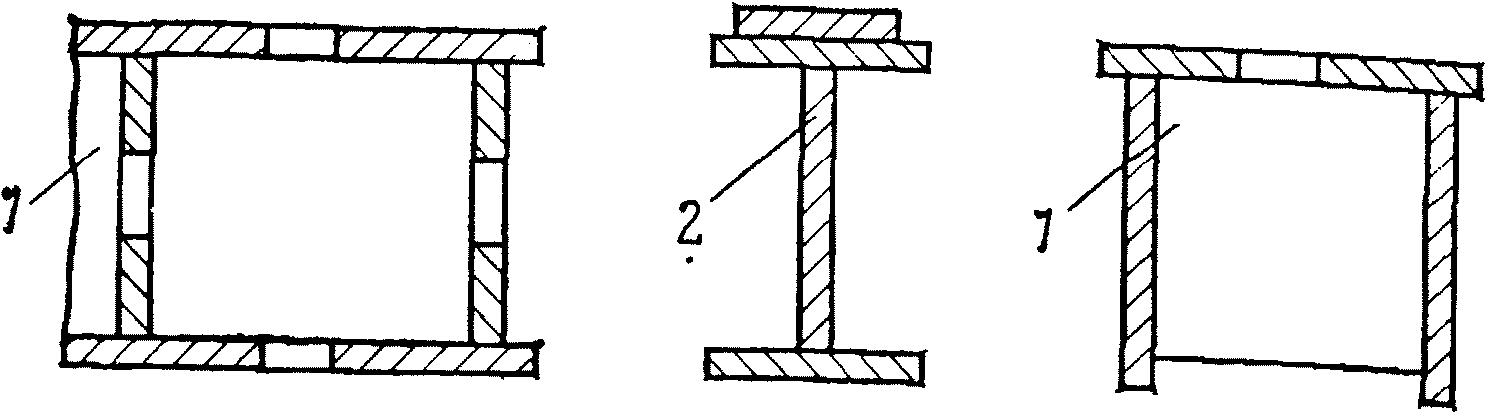
Рис. 4.1. Формы сечения фундаментных плит:
1 — ребро жесткости; 2 — опорная плитка
Рис. 4.2. Анкерные фундаментные болты:
а — крюкообразный; б — прямой с анкерными плитками; в — изогнутый «уткой»; 1 — анкерная плитка; 2 — шайба; 3 — гайка
Диаметр таких болтов в зависимости от габаритов и массы машины до 90 мм, а длина до 3,5 м. Масса каждого болта достигает 175 кг, поэтому их установку производят при помощи подъемных приспособлений. Анкерные фундаментные болты, предназначенные для установки с анкерными плитками, изготовляют с резьбой на обоих концах, как показано на рис. 4.
2, б, или с резьбой в верхней части и призматической головкой в нижней части. Анкерные плитки изготовлены из толстой листовой стали и имеют форму квадрата. Фундаментные болты и анкерные плитки, как правило, поставляются вместе с машиной заводом-изготовителем.
Наибольшее распространение получила установка и выверка фундаментных плит на фундаменте с помощью подкладок или клиньев.Рекомендуемые форма, материал и размеры подкладок приведены в табл. 4.1.Выверка фундаментной плиты и регулировка высоты ее установки достигаются за счет установки подкладок различной толщины.
| Форма и материал подкладок | Размеры, мм | ||
Высота | Ширина | Длина | |
Плитки или бруски (чугун марок Сч-00 или Сч-12-28) | 50—100 | 100—120 | Ширина фундаментной |
Сталь полосовая или листовая отрихтованная и опиленная (Ст1 или Ст3) | 5—20 | 100—120 | плиты 50 —75 мм |
Клинья встречные, парные (чугун марок Сч-00 или Сч-12-28 или сталь Ст1 или Ст3) | Уклон по месту, но не более 1 : 25 | ||
По высоте фундаментные плиты устанавливают так, чтобы зазор между плитой и поверхностью фундамента был не менее 50 мм, благодаря чему обеспечивается равномерная укладка бетона подливки под плиту и не более 100 мм для устойчивого положения плиты па пакетах подкладок. Соответственно и высота пакетов подкладок составляет 50—100 мм.
В целях экономии металла, расходуемого на подкладки и клинья, в СНиП Ш-33-76 предусмотрена их установка только в местах сосредоточенных нагрузок. При этом под фундаментные плиты, имеющие нижние полки (подошву), подкладки и клинья устанавливают под подшипниковые стояки, под лапы станин и с двух сторон фундаментных болтов. Фундаментные плиты без нижних полок устанавливают на подкладки и клинья, уложенные под ребра плиты вблизи от фундаментных болтов, под подшипниковые стояки, под лапы станин, а также под остальные ребра таким образом, чтобы расстояние между осями подкладок было не более 1 м.
Перед установкой плиты на фундамент удаляют с его поверхности мелкие куски бетона и наплывы и очищают ее от пыли и грязи. В местах установки подкладок поверхность фундамента тщательно выравнивают и притирают по металлической плитке с таким расчетом, чтобы уклон площадки не превышал 0,2 мм на 1 м. Для подрубки бетона и выравнивания площадок фундамента целесообразно применять пневматическую бучарду, планетарную электрошарошку или отбойный молоток с зубчатой насадкой, показанные на рис. 2.5. Остальную поверхность фундамента пневматическим молотком или зубилом насекают для лучшего сцепления подливки с массивом фундамента. После этого повторно очищают поверхность фундамента, промывают его водой и расстанавливают подкладки.
Фундаментную плиту очищают от защитной окраски в местах, заливаемых бетоном, и протирают сухими тряпками. Особенно вредны на поверхности фундамента масляные пятна, которые приводят к отставанию бетонной подливки.
Плиты устанавливают на фундамент при помощи крана. Поданную на фундамент плиту (или плиты, если фундаментная рама сборная) укладывают на подкладки таким образом, чтобы их концы выступали из-под плиты с обеих сторон на 25—30 мм. Фундаментные болты тем же краном опускают в проемы фундамента через отверстия в плите и на них устанавливают плитки и гайки.
Перед установкой фундаментные болты тщательно осматривают и очищают, а их размеры проверяют с учетом глубины колодцев в фундаменте, высоты плиты, плиток и пакетов подкладок. При опускании плиту ориентируют по главным продольной и поперечной осям фундамента, нанесенным при его приемке, проверяя при этом совпадение осей отверстий в плите для фундаментных болтов с осями колодцев под болты.
Если эти оси не совпадают, по согласованию с заводом-изготовителем допускается расширение отверстия в плите прожитом или образование таким же способом нового отверстия. Разрешается также в порядке исключения изогнуть болт «уткой» (рис. 4.2,б), причем ось болта может быть смещена не более его диаметра d, а длина I должна быть не менее 8—10 диаметров болта. Вырубать в фундаменте новые колодцы не допускается, так как это может сделать фундамент непригодным для монтажа.
Плиту, уложенную на подкладки, осаживают затяжкой фундаментных болтов; одновременно ударами молотка осаживают и подкладки под ней. После этого гайки отпускают и приступают к выверке положения плиты. Для этой цели вновь устанавливают струны главных продольной и поперечной осей, применявшиеся при приемке фундамента. 
Рис. 4.3. Схема установки фундаментной плиты на фундамент:
1 — фундамент; 2 — фундаментная плита; 3 — главная продольная ось фундамента; 4 — главная поперечная ось фундамента; 5 — отвес; 6 — пакет подкладок
Положение плиты на фундаменте выверяют по установочным чертежам. Предварительно плиту (хотя бы приближенно) устанавливают горизонтально, затем выверяют по главным продольной и поперечной осям и регулируют ее положение в горизонтальной плоскости, как показано на рис. 4.3.
Для выверки плиты по главным осям пользуются отвесами, опущенными на продольную и поперечные осевые линии, размеченные на плите.При первой грубой выверке горизонтального положения плиты пользуются гидростатическим уровнем. Точную выверку фундаментной плиты производят при помощи валового уровня, установленного на строганые поверхности плиты или монтажную линейку.
При выверке фундаментных плит также пользуются нивелирами.Монтаж фундаментных плит считается законченным, если при их установке по основным осям и высоте будет достигнута горизонтальность верхней поверхности с допуском два-три деления уровня при цене деления 0,1 мм на 1 м.
Если это условие соблюдено, приступают к затяжке фундаментных болтов. Порядок затяжки фундаментных болтов рассмотрен в § 6.5.После окончательной затяжки фундаментных болтов производят контрольную проверку правильности устанавливают горизонтально, затем выверяют по главным продольной и поперечной осям и регулируют ее положение в фундаментной плите как по горизонтали, так и по осевым направлениям. Подкладки под фундаментную плиту после проверки правильности установки плиты в каждом пакете сваривают между собой.
Читать новости о новой Ниве
 От чего троит двигатель инжекторной нивы
От чего троит двигатель инжекторной нивы Обновите аккумулятор УАЗ Патриот: лучшие рекомендации
Обновите аккумулятор УАЗ Патриот: лучшие рекомендации Обновите свой ВАЗ 21213 качественным подшипником дифференциала
Обновите свой ВАЗ 21213 качественным подшипником дифференциала Двигатель 21214 установка зажигания инжектор
Двигатель 21214 установка зажигания инжектор Все, что нужно знать об объемах заправки ВАЗ 2123
Все, что нужно знать об объемах заправки ВАЗ 2123 ВСЕ МИНУСЫ НЕДОСТАТКИ ПЛЮСЫ
ВСЕ МИНУСЫ НЕДОСТАТКИ ПЛЮСЫ Замена и натяжка ремня генератора ВАЗ 2121 своими руками
Замена и натяжка ремня генератора ВАЗ 2121 своими руками Раскройте изысканность салона ВАЗ 2129 – ваша идеальная поездка
Раскройте изысканность салона ВАЗ 2129 – ваша идеальная поездка