Команда позволяет перетаскиванием контрольных точек изменять форму изображения, фигур, контуров и т. д. Кроме того, деформацию можно выполнять с помощью нужной формы во всплывающем меню «Деформация» на панели параметров. Фигуры в раскрывающемся меню «Деформация» можно изменять перемещением их контрольных точек.
В цилиндрической системе координат (α, β, γ) строится точное решение задачи теории упругости для кругового цилиндра. На торцах цилиндра γ = ± 1 заданы статические или кинематические граничные условия, причем единственным требованием к заданным на торцах функциям является их разложимость в ряды Фурье-Бесселя и Дини. На боковых поверхностях цилиндра краевые условия выполняются на конечном числе линий α =1, γ = γi и α = a, γ =γj , причем на каждой из этих окружностей граничные условия могут быть свои, и выполняются они точно. К настоящему моменту точные решения построены только для случая осесимметричной деформации цилиндра или для частного вида граничных условий на боковой поверхности, или торцах цилиндра (Shirokova, 2004). Информация о состоянии проблемы имеется в работе (Гурьянов, 1992).
Гурьянов Н.Г. Об одном варианте решения задачи теории упругости для цилиндра. Известия ВУЗов «Математика», № 11. 1992. 12-16.
Партон В.З., Перлин П.И. Методы математической теории упругости. М.: Наука, 1981.
Shirokova E.A. On 3-d analog of the second basic problem of the theory of elasticity for a cylindrical solid. Mech. Res. Com., v. 31, №1, 2004, 29-37.
Казанский государственный университет, Казань
Гурьянов Н.Г., Тюленева О.Н. Несимметричная деформация полого цилиндра. Георесурсы. № 1(18). 2006. С. 13-16.

Опыт создания поршневых двигателей свидетельствует о необходимости тщательной отработки конструкции блока цилиндров для уменьшения монтажных деформаций гильз в сборе с ним и его головкой. Наибольшее значение имеет размещение резьбовых гнезд под шпильки крепления головки блока, а также совершенствование силовой схемы цилиндровой части блока.
Основная задача конструктивной отработки цилиндровой части — предотвращение чрезмерной концентрации напряжений и связанных с ней деформаций гнезд, служащих для упора и направления гильз цилиндров.
Одним из путей решения данной задачи является рациональное оребрение цилиндровой части блока. При введении соответствующей связи в виде кольцевой стенки повышается жесткость в зоне гнезда для упора и направления гильзы цилиндров.
Одним из ответственных элементов блока цилиндров являются опорные поверхности под бурты (фланцы) гильз, так как от точности выполнения их размеров в значительной степени зависит работа деталей цилиндро-поршневой группы дизеля. В исходном технологическом процессе механическая обработка опорных поверхностей под упорные бурты-фланцы гильз, а также их верхних и нижних посадочных поясов производилась движением резцов с осевой подачей за две операции с разных установок. При этом методе обработки затруднено выполнение требований плоскостности опорных поверхностей и перпендикулярности их общей оси посадочных поясов под установку гильз, что отрицательно сказывалось на деформации последних и повышало контактные напряжения на опорной поверхности блока и упорной поверхности бурта гильзы и их контактный износ. Кроме того, для компенсации неперпендикулярности опорной поверхности блока под бурт гильзы к общей оси посадочных поясов блока для установки гильзы на блоках, изготовленных по исходной технологии, чтобы избежать деформации гильз, был увеличен зазор по нижнему поясу между гильзой и блоком цилиндров на 0,13 мм, т. е. до 0,18-0,26 мм. Вследствие этого возросла амплитуда колебания гильз, что отрицательно сказалось на долговечности как гильз, так и блока цилиндров.
Для устранения указанных недостатков были применены новый метод обработки опорных поверхностей блока под упорные поверхности буртов гильз, а также обработка поверхности поясов под гильзы в одну операцию и за одну установку. При этом обработка опорной поверхности под бурт гильзы осевой подачей инструмента была заменена точением резцом с радиальной подачей. Это позволило уменьшить зазор в нижнем поясе между гильзой и блоком цилиндров до 0,05-0,09 мм и соответственно уменьшить колебания гильз цилиндров на дизеле, а также снизить контактные напряжения между опорной поверхностью блока и упорной поверхностью бурта гильзы. Уменьшение зазора между гильзой и блоком в нижнем поясе положительно отразилось на запасе по кавитационному разрушению. В результате уменьшения колебаний гильз улучшилась также герметичность стыка гильзы с блоком цилиндров.
Мы рассмотрим ремонт цилиндра с одним штоком, как наиболее распространённый тип цилиндров. Выделяют несколько видов типичных поломок гидравлического цилиндра.
В Республике Казахстан развиты такие сферы деятельности как горно-добывающая промышленность, строительная и дорожные отрасли. В этих областях работает большое количество мобильных машин – экскаваторы, мобильные краны, буровые установки, погрузочно-доставочная техника, различные манипуляторные установки и другое гидравлическое оборудование, преобразующее энергию потока жидкости в механическую энергию подвижного звена – гидроцилиндра. Рассмотрим ремонт цилиндра с одним штоком, как наиболее распространённый тип цилиндров. Выделяют несколько видов типичных поломок гидравлического цилиндра. Ниже мы кратко опишем эти виды поломок и способы их устранения.В качестве примера представлен гидроцилиндр экскаватора Вольво.
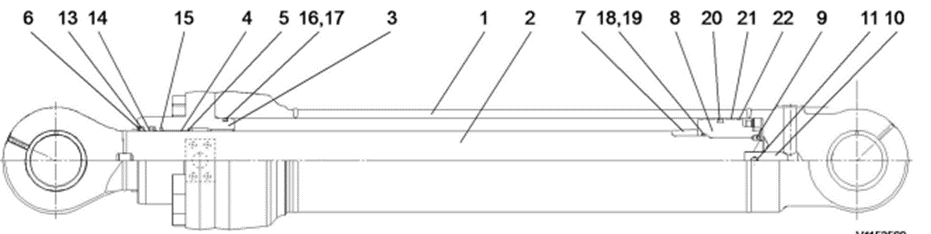


Основные поломки в одноштоковом гидроцилиндре:1. Утечка гидравлической жидкости из под крышки головки цилиндра2. Утечка гидравлической жидкости из штоковой полости3. Утечка гидравлической жидкости из поршневой полости4, Повреждение штока 5. Повреждение корпуса (гильзы) цилиндра6. Повреждение передней либо задней проушины цилиндра7. Повреждение поршня цилиндра8. Повреждение крышки (оголовника, головки) цилиндра9. Повреждение донышка (задней крышки) цилиндраПервые три поломки наиболее распространены и связаны с износом либо повреждением уплотнительных элементов в гидроцилиндре. Утечки жидкости из под крышки и штоковой полости определяются сразу по пятнам гидравлической жидкости на цилиндре, как видно на рисунке ниже. Устранение утечки жидкости из под крышки наиболее просто с точки зрения ремонта. Откручивается крышка (оголовник) цилиндра и меняется уплотнительный элемент – обычно резиновое кольцо круглого сечения вместе с подпором из материала PTFE (фторопласт). Либо вместо резинового кольца устанавливается кольцо из полиуритана (PU, HPU, C-HPU) со сложным профилем сечения. Причина утечки из под крышки связана с износом резинового либо полиуританового кольца, плохим качеством материала кольца, быстро теряющим свои упругие свойства. Способствует утечке жидкости и неправильный подбор уплотнительного кольца – как по внутреннему диаметру так и по диаметру сечения кольца. Меньшие и большие размеры не выполняют уплотнительную функцию. Также есть риск того, что кольцо повредится («срежется») при сборе гидроцилиндра.Устранение утечки жидкости из штоковой полости обычно требует полного разбора гидроцилиндра – крышки цилиндра, выемки штока цилиндра вместе с поршнем и оголовком, откручивание гайки поршня, либо самого поршня с последующей выемкой оголовка. Обычно меняются все уплотнительные элементы в оголовке цилиндра. Также рекомендуем поменять уплотнения и на поршне цилиндра, чтобы в последующем снова не разбирать цилиндр для замены поршневых уплотнений.
Особенно обращаем внимание на необходимость замены пыльника (грязесъемника, чистика) в цилиндре. Часто владельцы цилиндра экономят на его замене, что в итоге приводит к появлению ржавчины внутри оголовка, попаданию грязи в цилиндр, которая способствует повреждению уплотнений оголовка, повреждению штока цилиндра. Рекомендуем менять уплотнения сразу, как будет замечено запотевание штока цилиндра – первый признак повреждения уплотнений штоковой полости. Дальше будет только хуже. Помимо увеличения утечек гидравлической жидкости появляется риск повреждения штока цилиндра из-за попадания грязи и абразивных частиц в штоковую полость цилиндра. Причин утечек жидкости из штоковой полости цилиндра много, позже мы отдельно подробно остановимся на этом.
Имеется ряд признаков указывающих на процесс утечки жидкости в поршневой полости – это так называемое «падение» штока — неконтролируемое движение штока под нагрузкой или без таковой, повышенный шум в гидроцилиндре, нагревание корпуса цилиндра.Менять уплотнения на поршне довольно легко, мы в свою очередь рекомендуем откручивать поршень и менять уплотнительное кольцо внутри поршня, которое предотвращает утечки жидкости через внутреннюю поверхность поршня.Ремонт гидроцилиндра осуществляется также из-за повреждения штока цилиндра. Шток может согнуться при существенных радиальных нагрузках, сколов хромированной поверхности, падении горных пород, камней на шток, попадании абразивных элементов в штоковую полость, что приводит к царапинам вдоль всего цилиндра, часто шток повреждается при задевании линий передачи тока, и т.д. см ниже фото.

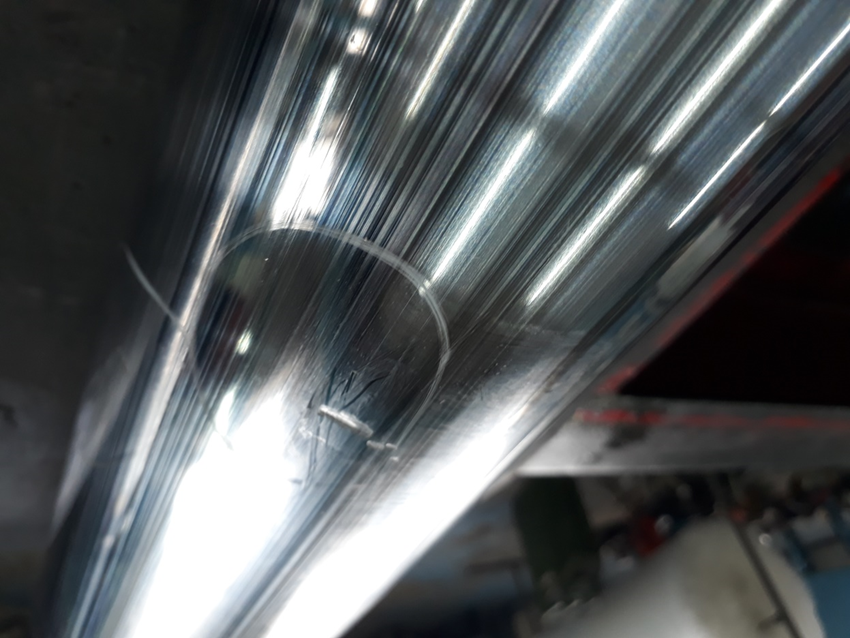

Мелкие повреждения штока полируются, тем самым сглаживая острые края царапин, которые могут повредить уплотнительные элементы. Сколы, забоины поверхности ликвидируются путем применения различных технологий — наплавки, напыления, с учетом экономической целесообразности. При малых диаметрах штоков менее 80 мм и небольшой длины шток полностью меняется на новый. С этой целью применяются готовые хромированные штоки, которые поставляются в картонных или пластиковых тубах.Штоки обрабатываются на токарных станках в местах посадки поршня, проушины, нарезается резьба. Проушину обычно приваривают к штоку.
Гильза (корпус) цилиндра повреждается при разрушении поршневых уплотнений, что приводит к взаимодействию металл по металлу с взаимным повреждением поршня и корпуса цилиндра, при непроизвольном откручивании поршня со штока в работающем цилиндре. Повреждают корпус неправильно установленные различные детали поршня – механический фиксатор резьбы (гужон), клапаны переключения потока жидкости и т.д. Внешнее воздействие в виде вмятин, ударов приводит к повреждению корпуса цилиндра. Корпус подвержен разрушению под действием нагрузок в виде избыточного давления в поршневой полости, см фото.
Корпус цилиндра меняется с использованием качественных готовых стальных труб, с обработанной внутренней поверхностью. Используются холоднотянутые хонингованные или раскатанные трубы от ведущих европейских фирмОбработка гильзы заключается в снятии фаски и разделке под сварку со стороны задней крышки, а так же в обработке противоположного конца для установки и крепления сквозной втулки (передней крышки).
Поврежденные передняя либо задняя проушины, поршень, крышка (оголовника, головки), донышко (задней крышки) цилиндра обычно меняются на новые, изготовленные на токарном станке из стали 45 или 40Х.
Старший преподаватель кафедры «Технологическое оборудование, машиностроение и стандартизация» КарТУ, PhD
Преобразование деформации с разными опорными точками
Можно перемещать маркеры (также называются маркерами ) управления независимо друг от друга. Эти маркеры прикрепляются к опорным точкам при применении команды для трансформирования с использованием сочетания клавиш.
В настоящее время доступно два варианта перемещения с помощью маркеров Безье:
Удерживая клавишу «Alt» (Win) / «Option» (Mac), щелкните точку, чтобы переключить состояние элемента управления Безье (независимое движение или согласованное). Также можно щелкнуть опорную точку, удерживая клавишу «Ctrl» (или щелкните правой кнопкой мыши), и выберите «Преобразовать опорную точку деформации» в контекстном меню.
Кроме того, можно выбрать несколько опорных точек (удерживая клавишу «SHIFT»), а затем изменить перемещение для всех этих точек одновременно.
Остаточная деформация гильз цилиндров ЯМЗ
Для выявления закономерностей развития остаточных деформаций и разработки мер по их уменьшению в опытном порядке была изготовлена партия гильз по описанной выше технологии и измерен их внутренний диаметр через 2; 3; 4; 10 и 20 суток после изготовления. Измерения каждой гильзы производились в четырех вертикальных плоскостях и четырнадцати поясках по высоте.
При этом было сделано 56 измерений на каждой гильзе и 4200 измерений на всей партии гильз. По этим данным было определено изменение внутреннего диаметра гильз в зависимости от продолжительности хранения их до измерения после изготовления.
Для проверки этих гипотез были изготовлены опытные партии гильз способами, отличающимися от исходного следующим:
Измерение диаметра отверстия гильз, изготовленных перечисленными способами, проводилось по одинаковой, описанной выше, методике.
Реализация предложений, направленных на релаксацию остаточных напряжений путем длительной выдержки и исключения операции развертывания, дает возможность значительно уменьшить остаточные деформации гильз. При этом данное изменение технологии по сравнению с исходной наиболее существенно влияет на величину максимальной дисперсии. Значительно меньшее влияние оно оказывает на среднюю остаточную деформацию, радикальное уменьшение последней достигается предотвращением возникновения остаточных напряжений путем исключения операции развертывания — зенкерования после закалки. Следует отметить, что в последнем случае значительно повышается теснота корреляции опытного закона распределения теоретическому закону распределения Гаусса, что свидетельствует о большей стабильности технологии.
Остаточная деформация цилиндров гильз происходит как в направлении увеличения, так и в направлении уменьшения отверстия.
Среди исследованных вариантов максимальную деформацию имели гильзы, изготовленные по исходному технологическому процессу. Амплитуды деформации достигают 0,035 мм, что составляет 22% минимального зазора между гильзой и поршнем. Введение в технологический процесс операции естественного старения в течение 3 суток снижает максимально остаточные деформации цилиндров гильз до 0,012 мм, что составляет примерно 8% минимального зазора между гильзой и поршнем. При исключении из технологического процесса операции развертывания — зенкерования внутренней поверхности гильзы после закалки т. в. ч. и отпуска с одновременным введением перед хонингованием старения в течение 3 суток максимальные деформации цилиндров уменьшаются до 0,006 мм, что не превышает 4″о минимального зазора между гильзой и поршнем.
Износостойкость гильз цилиндров ЯМЗ
Изготовление гильз цилиндров позволяет уменьшить первоначальный минимальный зазор между гильзой и поршнем на 0,020-0,030 мм и, сохранив первоначальный максимальный зазор, ликвидировать разбивку гильз и поршней на группы по наименьшему диаметру гильзы цилиндра и наибольшему диаметру юбки поршня.
В связи с необходимостью дальнейшего повышения ресурса дизелей особое значение приобретает увеличение износостойкости гильз цилиндров. Поэтому были проведены исследования в следующих направлениях: уточнение срока службы гильз цилиндров, изготовленных из исходного материала, при работе с серийными поршневыми кольцами и стандартными инерционно-масляными воздухоочистителями; изыскание более износостойких материалов гильз цилиндров; хромирование гильз цилиндров; исследование более эффективных воздухоочистителей; подбор моторных масел более высокого качества.
Для уточнения срока службы исходного варианта гильз было необходимо выявить предельно допустимый износ, при котором еще не происходит заметного ухудшения технико-экономических показателей дизелей и их пусковых качеств. В результате исследований установлено, что предельный износ ограничивается не снижением энергетических показателей и увеличением расхода масла, а главным образом ухудшением пуска дизеля в холодном состоянии.
По опытным данным были построены графики износа гильз и колец в зависимости от наработки. Средняя наработка до предельного износа гильз (0,16 мм) составляет 5700 ч при условии сохранения слоя хрома на верхнем компрессионном кольце. При этом радиальный износ поршневых колец равен 0,14 мм. Следовательно, для обеспечения средней наработки дизеля до замены поршневых колец 5700 мото-часов исходная толщина хрома на рабочей поверхности колец должна быть не менее 0,14 мм. Это требование необходимо выполнять, так как после срабатывания слоя хрома на поршневых кольцах темп износа гильз повышается примерно в 2, а поршневых колец в 4 раза.
При одной промежуточной замене поршневых колец, имеющих толщину хрома на рабочей поверхности не менее 0,14 мм, через 5700 мото-часов и предельно допустимом износе гильз, равном 0,24 мм, ресурс гильзы составляет 8200 мото-часов. Кроме того, из этого графика следует, что дальнейшее повышение долговечности гильз в результате дополнительного увеличения толщины слоя хрома на рабочей поверхности поршневых колец невозможно. В результате форсированных испытаний гильз нескольких вариантов установлено, что износостойкость гильз цилиндров из низкоуглеродистого чугуна с карбидами в структуре на 10% выше, чем износостойкость серийной гильзы. Износостойкость гильзы с повышенным содержанием хрома, никеля, меди, титана и наличием бора повышается в среднем на 20?6, а износостойкость гильз с хромированной поверхностью цилиндров более чем на 50% превышает износостойкость серийных гильз цилиндров. Однако внедрение хромированных гильз цилиндров требует решения задачи повышения износостойкости поршневых колец. Внедрению хромированных гильз препятствует их высокая стоимость.
Трансформирование деформации
Обновлено в Photoshop 22.5 (выпуск за август 2021 г.)

Разделение деформации
В выпуске Photoshop 22.5 за август 2021 теперь можно использовать клавишу-модификатор Control (Win) / Command (Mac) для быстрого переключения вариантов разделения деформации без помощи строки меню.
Добавлено в выпуске Photoshop 23.4 (июнь 2022 г.)
Сделано по просьбам дизайнеров упаковки! В этом выпуске Photoshop представляет функцию «Трансформирование цилиндрической деформации», которая позволяет изгибать плоские иллюстрации для нанесения на поверхность кругового цилиндра. Кроме того, реализованы элементы управления для изменения размера и перспективы, позволяющие естественным образом вместить весь выделенный фрагмент.

Для работы с новой функцией трансформирования цилиндрической деформации выполните следующие действия:
Марионеточная деформация
Марионеточная деформация отображает визуальную сетку, с помощью которой можно существенно деформировать определенные фрагменты изображения, не затрагивая других областей. Этот инструмент может иметь множество применений: от легкой ретуши изображения (например, придания формы волосам) до полной трансформации (например, измерение положения рук или ног).
Помимо слоев изображения можно также применить функцию «Марионеточная деформация» к маскам слоя и векторным маскам. Чтобы применить к изображениям искажение, не затрагивая оригинал, используйте смарт-объекты. См. дополнительные сведения о создании смарт-объектов.
Чтобы повернуть сетку вокруг выбранной булавки, нажмите клавишу Alt (Windows) или Option (Mac OS).
Читать новости о новой Ниве
 Улучшите соединение Signal 21214: модернизируйте с помощью первоклассного предохранителя
Улучшите соединение Signal 21214: модернизируйте с помощью первоклассного предохранителя Откройте для себя преобразующую силу автомобильной краски Nessie 368 — почувствуйте новый внешний вид вашего автомобиля
Откройте для себя преобразующую силу автомобильной краски Nessie 368 — почувствуйте новый внешний вид вашего автомобиля Почему не работает тахометр нива шевроле
Почему не работает тахометр нива шевроле Как открыть Ниву Шевроле без ключа — не нужно ничего ломать и вскрывать
Как открыть Ниву Шевроле без ключа — не нужно ничего ломать и вскрывать Замена вентилятора печки и кондиционера Lada Niva Legend
Замена вентилятора печки и кондиционера Lada Niva Legend Замена жидкости в сцеплении ваз 21213 «
Замена жидкости в сцеплении ваз 21213 « Замена заднего редуктора Нива 21213 и ремонт карданных редукторов и раздаточных коробок на ВАЗ (LADA) Нива 2121
Замена заднего редуктора Нива 21213 и ремонт карданных редукторов и раздаточных коробок на ВАЗ (LADA) Нива 2121 Достижение точности: лучшие практики вставки поршня в цилиндр
Достижение точности: лучшие практики вставки поршня в цилиндр